Известно, что около 50 % корпусных деталей машин и оборудования (блоки цилиндров, головки блоков, картеры маховиков, коробок передач и др.) изготовлены из серого и ковкого чугуна и алюминиевых сплавов. Восстановление таких деталей сваркой представляет определенные трудности, обусловленные свойствами чугуна и цветных металлов и сплавов.[ ...]
Чугун практически непластичен и при нагреве сразу переходит из твердого состояния в жидкое, а при остывании наоборот. Кроме того, вследствие местного нагрева при сварке в деталях возникают внутренние напряжения, способствующие распространению трещин, а также образованию новых; быстрое охлаждение деталей после сварки часто приводит к отбеливанию чугуна.[ ...]
Сварка чугуна производится горячим и холодным способами.[ ...]
Электродуговую сварку ведут чугунными электродами с сердечником марок А и Б и покрытием ОМЧ, состоящим из мела (25 %), графита (41 %), ферромарганца (9 %) и полевого шпата (25 %). В качестве связующего материала используют жидкое стекло из расчета 100 г смеси на 70 см3 жидкого стекла.[ ...]
Восстановление чугунных деталей может производиться и газовой сваркой нормальным пламенем или с небольшим избытком ацетилена. В качестве присадочного материала в этом случае используют чугунный пруток марки А и специальный флюс ФСЧ-1.[ ...]
При автоматической или полуавтоматической сварке используют специальную порошковую проволоку ППЧ-2, ППЧ-3. Сварку ведут открытой дугой или в среде защитных газов. Порошковая проволока представляет собой металлическую оболочку с наполнителем из порошкообразных легирующих элементов. В качестве наполнителей применяют смесь металлических порошков, ферросплавов, шлако- и газообразующих материалов. Чугунные детали сложной конфигурации (блоки цилиндров, картеры) после сварки рекомендуется подвергать отжигу для снятия внутренних напряжений.[ ...]
Холодная сварка чугунных деталей осуществляется без предварительного подогрева всей детали, но с медленным охлаждением после сварки. Заварка трещины производится вразбежку участками дайной по 40-50 мм, чтобы избежать значительного разогрева детали.[ ...]
Хорошие результаты при холодной сварке чугуна дают электроды марки АНЧ-1 со стержнями из проволоки Св-04Х19Н9Т, снабженными медной оболочкой и покрытием типа УОНИ-13/55.[ ...]
Технологический процесс восстановления состоит из местного нагрева дефектной поверхности до температуры 400 150 °С и нанесения слоя порошкового сплава посредством специальной ацетиленовой горелки типа Г АЛ или ГН. После заплавления дефекта отремонтированное место и зону, прилегающую к нему, прогревают пламенем горелки, а наплавленный металл проковывают.[ ...]
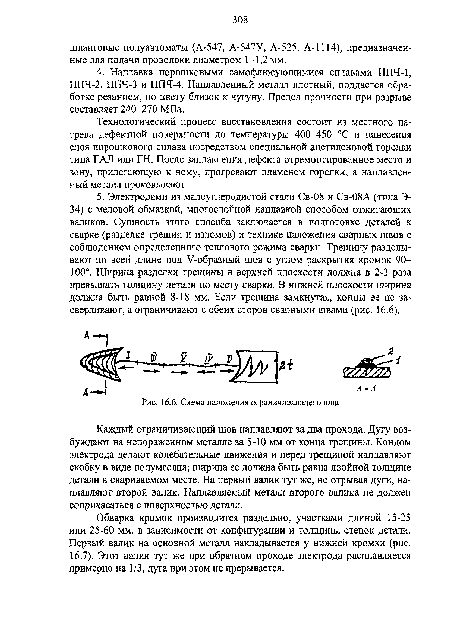
Каждый ограничивающий шов наплавляют за два прохода. Дугу возбуждают на непораженном металле за 5-10 мм от конца трещины. Концом электрода делают колебательные движения и перед трещиной наплавляют скобку в виде полумесяца; ширина ее должна быть равна двойной толщине детали в свариваемом месте. На первый валик тут же, не отрывая дуги, наплавляют второй валик. Наплавляемый металл второго валика не должен соприкасаться с поверхностью детали.[ ...]
Рисунки к данной главе:
| Схема наложения ограничивающего шва |
 |
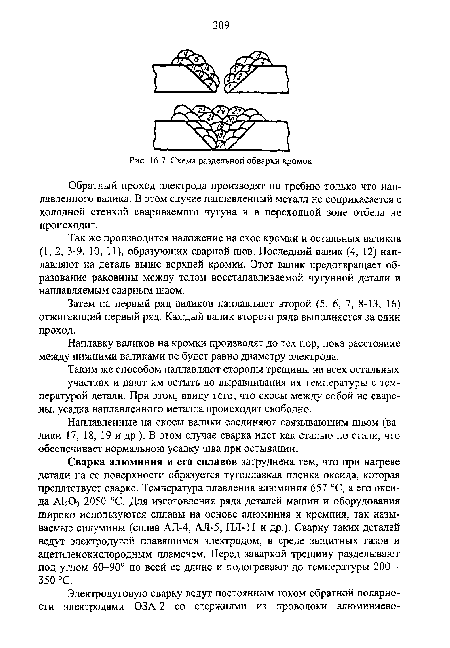
| Схема раздельной обварки кромок |
 |