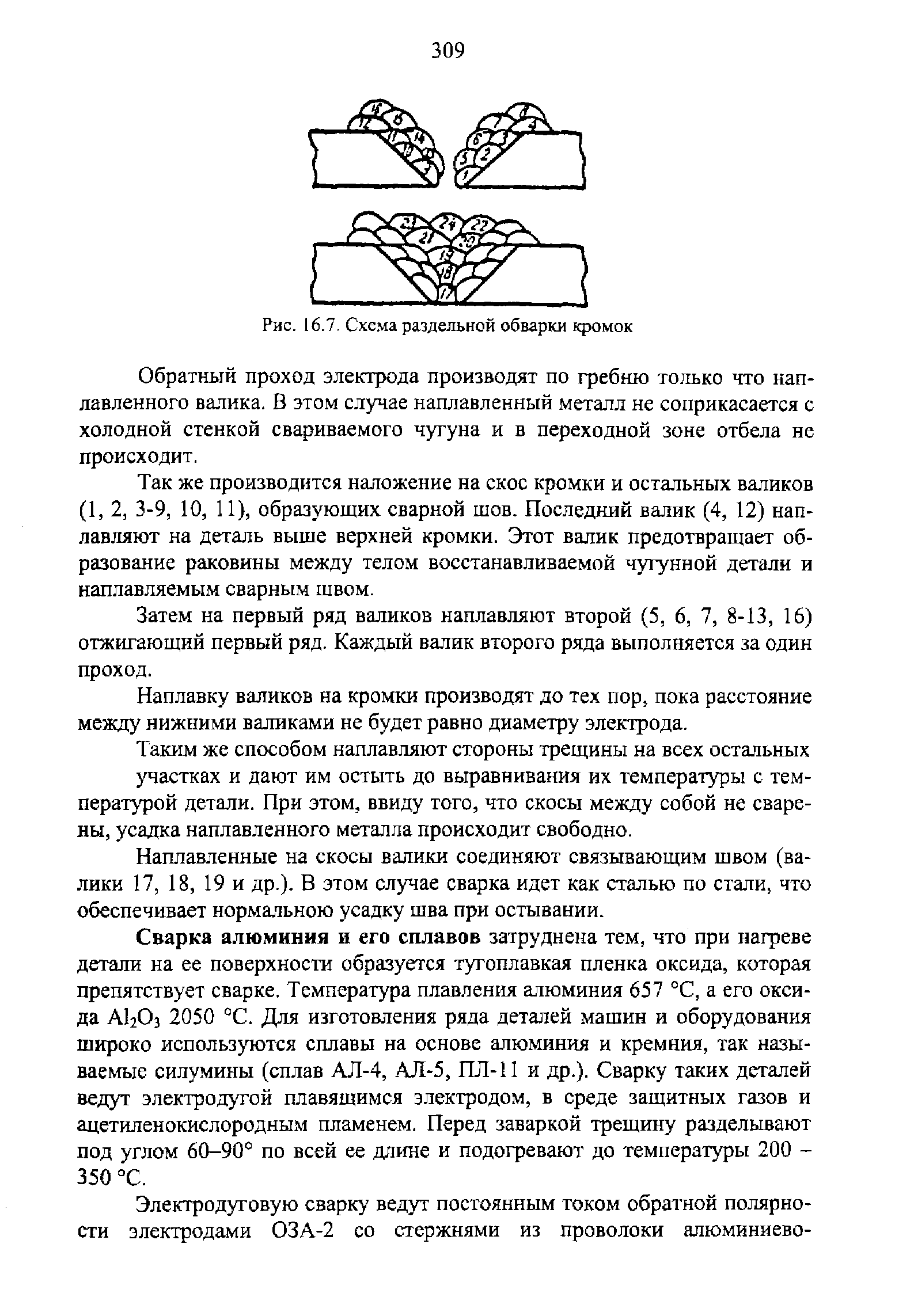
Обварка кромок производится раздельно, участками длиной 15-25 или 25-60 мм, в зависимости от конфигурации и толщины стенок детали. Первый валик на основной металл накладывается у нижней кромки (рис. 16.7). Этот валик тут же при обратном проходе электрода расплавляется примерно на 1/3, дуга при этом не прерывается.
Вернуться к оглавлению