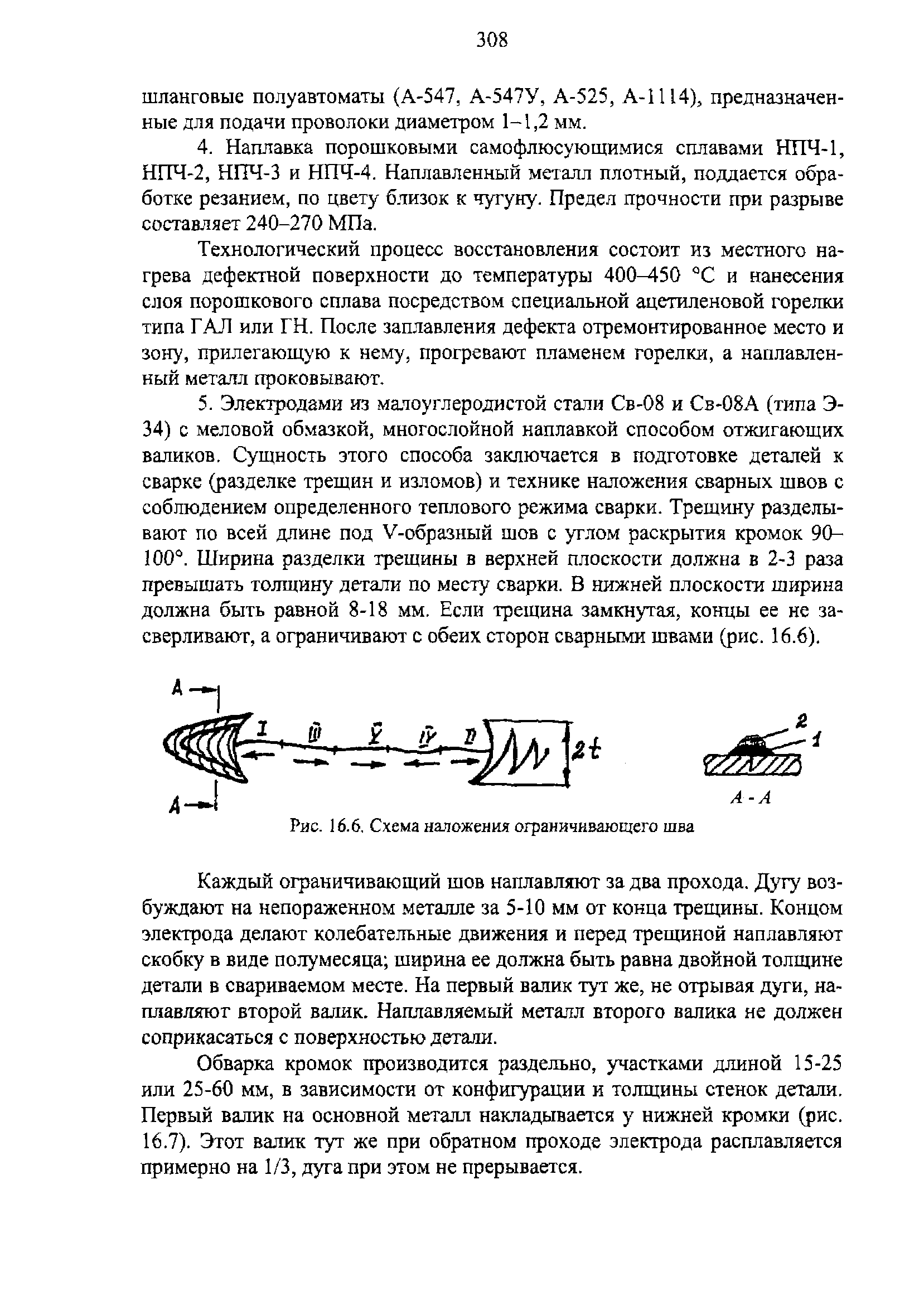
Каждый ограничивающий шов наплавляют за два прохода. Дугу возбуждают на непораженном металле за 5-10 мм от конца трещины. Концом электрода делают колебательные движения и перед трещиной наплавляют скобку в виде полумесяца; ширина ее должна быть равна двойной толщине детали в свариваемом месте. На первый валик тут же, не отрывая дуги, наплавляют второй валик. Наплавляемый металл второго валика не должен соприкасаться с поверхностью детали.
Скачать страницу
[Выходные данные]