Рейсмусовая приставка. При работе на универсальном деревообрабатывающем станке очень много операций приходится выполнять рубанком. Качество строгания не вызывает нареканий, если бы не одно “но”: получить при этом несколько заготовок одинаковой и строго заданной толщины практически невозможно.[ ...]
Решить такую задачу можно только с помощью специального рейсмусового строгального станка, где толщина детали определяется расстоянием между столом (базовой плоскостью) и режущей кромкой ножей, расположенных на валу, и никак не зависит от величины припуска и глубины строгания, как у обычного рубанка Рейсмусовая приставка к станку о которой здесь идет речь, имеет упрощенную конструкцию. Однако даже с помощью такого простого устройства можно добиться неплохих результатов.[ ...]
Основных деталей у приставки немного (рис. 178 ): опорный столик 2 и малый строгальный барабан 4. Опорным столиком служит металлический уголок 100 х 100 мм длиной не менее 1000 мм. Такая длина продиктована не только удобством работы, но и безопасностью. Это же замечание относится и к дополнительной стенке корпуса 1. Ее можно и не устанавливать, но некоторые операции удобнее и безопаснее выполнять, если есть дополнительная опора для детали под углом 90 ° к плоскости стола Навешивают опорный столик 2 на технологические уголки станка 3. С одной стороны с помощью болта, а с другой - прижимают струбциной 5.[ ...]
Кроме фрезы, в качестве рабочего инструмента можно использовать гладкий барабан, обтянутый шлифовальной шкуркой. Барабан можно выточить из алюминия, термостойкого пластика или даже из твердой древесины. Диаметр его 80, а длина —100 мм.[ ...]
Настраивают рейсмусовую приставку следующим образом. Закрепляют на шпинделе фрезу или барабан со шкуркой, навешивают опорный столик и устанавливают на нем две направляющие деревянные линейки 7 (рис. 178) на расстоянии, равном ширине обрабатываемой заготовки. Затем регулируют высоту установки стола. Регулировку можно выполнить двумя способами.[ ...]
При первом стол устанавливают на расстоянии заведомо чуть большем, чем требуемая толщина детали. После обработки пробной детали и замера ее толщины корректируют положение стола, приподнимая его конец, закрепленный струбциной и вновь обрабатывают эту же деталь. Двух-трех проб обычно бывает достаточно для точной настройки приставки.[ ...]
Рейсмусование заготовок с помощью приставок выполняют, как правило, только после предварительного строгания заготовок в угол, т.е. создания у них двух базовых смежных сторон. Припуск на дальнейшую рейсмусовую обработку оставляют только на двух противоположных базовым сторонах за- , готовки. Для последующей обработки фрезой этот припуск может составлять до 2 мм, а шлифовальным барабаном - не более 1 мм.[ ...]
Работа на рейсмусовой приставке имеет некоторые особенности и требует определенного навыка. Заготовки подают на -фрезу, прижимая их к стсшу обеими руками: одной рукой перед фрезой, а другой - после нее. При этом руки надо держать на безопасном расстоянии от режущего инструмента и все время находиться перед столом, чтобы при случайном выбросе заготовки назад она не нанесла травму работающему на станке. По этой же причине нельзя обрабатывать короткие детали, их рекомендуется вырезать из заготовок, имеющих длину, кратную длине нескольких деталей.[ ...]
Кроме перечисленных мер безопасности над строгальным барабаном нужно обязательно установить ограждение. Примерно так, как показано пунктиром на рис. 178. Ограждение можно сделать как из листа металла, так и из прозрачного органического стекла. Главное, чтобы оно было достаточно прочным и имело надежное крепление.[ ...]
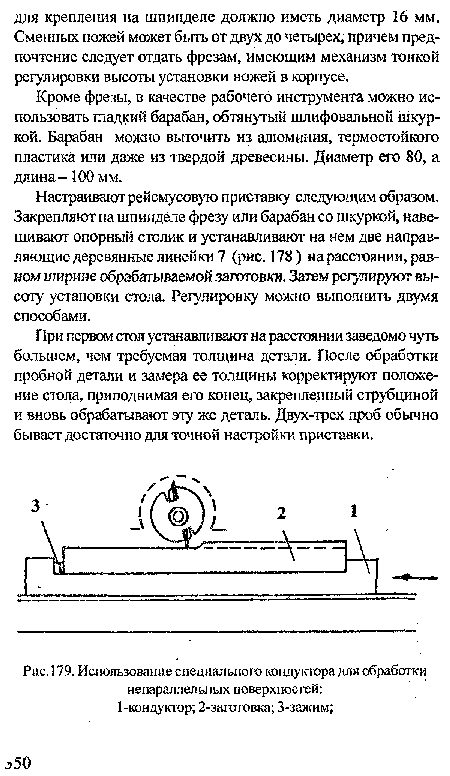
На рейсмусовой приставке можно обрабатывать не только детали со строго параллельными сторонами, но и детали, имеющие поверхности, непараллельные базовым, например, такие детали, как ножки столов и стульев. При их обработке используют специальный кондуктор ( рис. 179 ), опорная поверхность которого расположена к плоскости стола под тем же углом, что и обрабатываемая поверхность к базовой плоскости заготовки.[ ...]
Рисунки к данной главе:
| Использование специального кондуктора для обработки непараллельных поверхностей |
 |