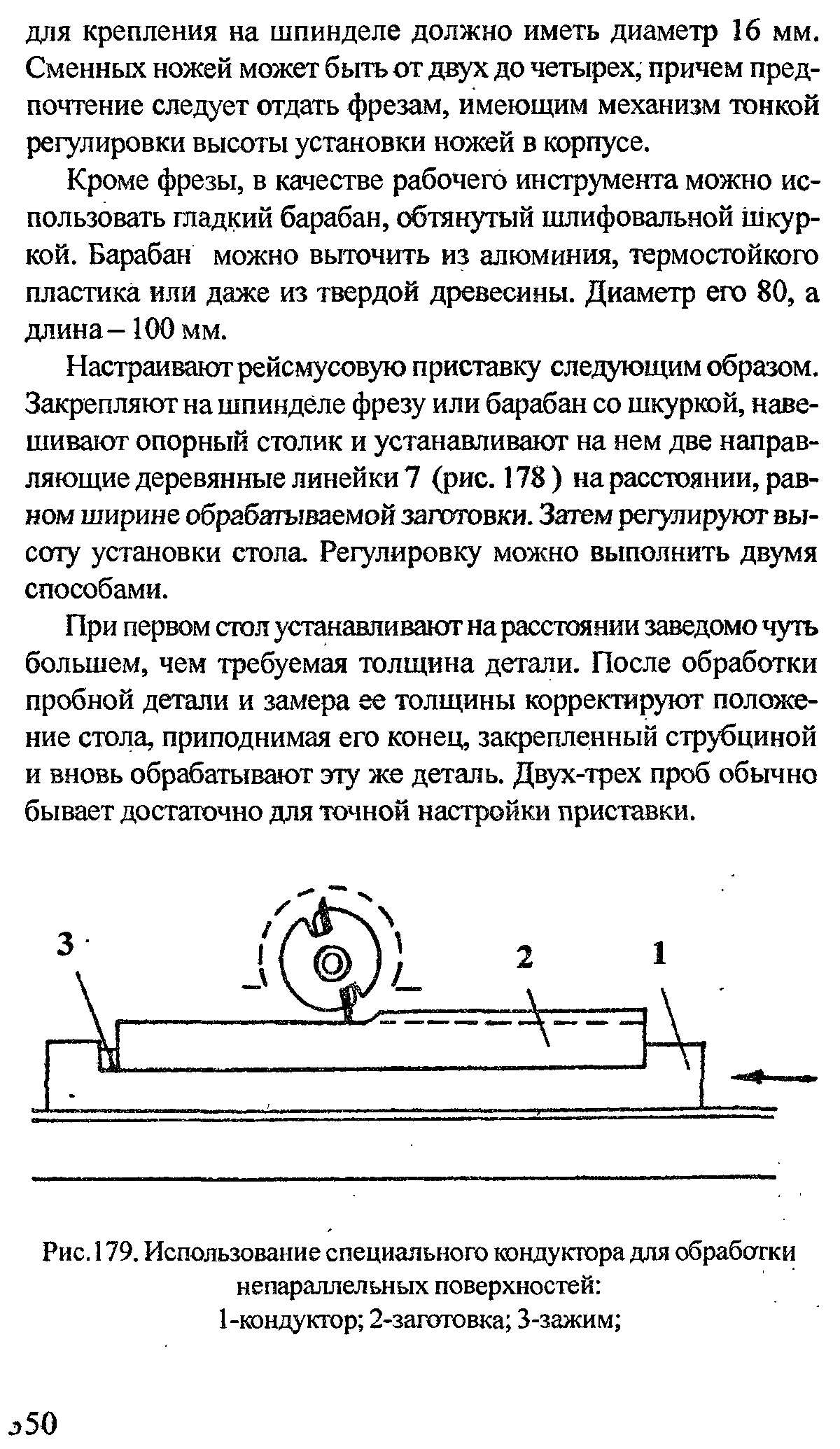
При первом стол устанавливают на расстоянии заведомо чуть большем, чем требуемая толщина детали. После обработки пробной детали и замера ее толщины корректируют положение стола, приподнимая его конец, закрепленный струбциной и вновь обрабатывают эту же деталь. Двух-трех проб обычно бывает достаточно для точной настройки приставки.
Скачать страницу
[Выходные данные]