Из сточных вод заводов черной металлургии и заводов металлических изделий (метизов) наиболее загрязненными, вредными для водоема (если не считать фенольные воды коксохимических цехов) и агрессивно действующими на канализационные сооружения являются сточные воды травильных отделений и цехов. Образуются они при обработке растворами кислот (главным образом серной, реже соляной и азотной или смесью той и другой) поверхности металлических изделий, покрытых окалиной и ржавчиной. Процесс обработки металла заключается в погружении изделий в ванны с растворами кислот с последующей промывкой этих изделий водой. При этом образуются сточные воды двух видов — от собственно травления (отработавшие растворы) и от промывки протравленных металлических изделий. Первые являются наиболее концентрированными и сбрасываются периодически, как правило, два-три раза в сутки.[ ...]
На 1 т расходуемой кислоты получается около 10 м3 отработавших растворов и от 100 до 400 м3 промывных вод (в среднем 200 ж3). Промывные воды поступают непрерывно с коэффициентом часовой неравномерности 1,3—1,4.[ ...]
Потери железа при травлении в кислотах составляют 0,5—1% от массы обрабатываемой стали. При травлении 1 т стали со средней удельной поверхностью 100 ж2//п образуется минимум 5 кг железа в форме растворенных солей, которые теоретически могут образовать 25 кг семиводного сульфата железа Ре804-7Н20. В отработавших травильных растворах и промывных водах содержится также свободная кислота.[ ...]
При сбросе железосодержащих растворов в водоем биологические условия в нем резко ухудшаются из-за уменьшения содержания в воде кислорода, в результате гибнет рыба. Гидроокись железа закупоривает жабры у рыб и образует вредный для жизни рыб осадок у берегов и на дне водоема. Свободные кислоты нарушают в воде равновесие известь — угольная кислота и вызывают гибель живых организмов, являющихся пищей для рыб.[ ...]
Сточные воды от травильных ванн. Эти воды содержат в начале работы ванны до 10—20% кислоты, но в процессе травления концентрация раствора постепенно уменьшается за счет образования сернокислой закиси железа (железного купороса), хлорного или азотнокислого железа, вместе с тем падает и скорость процесса травления. Потерявший способность быстрого и эффективного травления и требующий удаления раствор имеет температуру до 80° С и содержит обычно 30—100 г!л свободной серной кислоты и 100—300 г/л солей железа. В среднем получается 0,5 м3 концентрированных сточных, вод на 1 т готовой продукции (металла); выпускаются они периодически при сливе ванны.[ ...]
При применении других кислот для травления металла состав сточных вод будет соответственно иной. Так, при травлении металла соляной, азотной, фосфорной кислотами и их смесями сбрасываемые отработавшие растворы содержат 20—30 г/л свободной кислоуы и 300—350 г/л соответствующих солей железа.[ ...]
Кроме химических загрязнений, отработавшие травильные растворы содержат от 5 до 50 г/л механических загрязнений в виде окалины и ржавчины.[ ...]
При расходе серной кислоты более 1 т/сутки отработавшие травильные растворы перерабатывают на железный купорос с использованием остаточной кислоты. Отработавшие травильные растворы серной, соляной, азотной и фосфорной кислот при расходе менее 1т/сутки обычно подвергаются нейтрализации известковым раствором.[ ...]
Отработавшие травильные сточные воды цехов электротехнической стали, содержащие, кроме железного купороса и серной кислоты, также от 3 до 14 г!л кремневой кислоты, перед подачей их на купоросную установку освобождают от этой кислоты на обескремнивающей установке.[ ...]
Сточные воды от промывки травленых изделий. Примерный состав загрязнений сточных вод от промывки изделий приведен в табл. 15. Промывные воды от обработки металла в серной кислоте содержат от 0,5 до 3 г/л кислоты, от 0,5 до 5 г!л солей железа и механических загрязнений, в отдельных случаях до 0,4 г/л.[ ...]
Рисунки к данной главе:
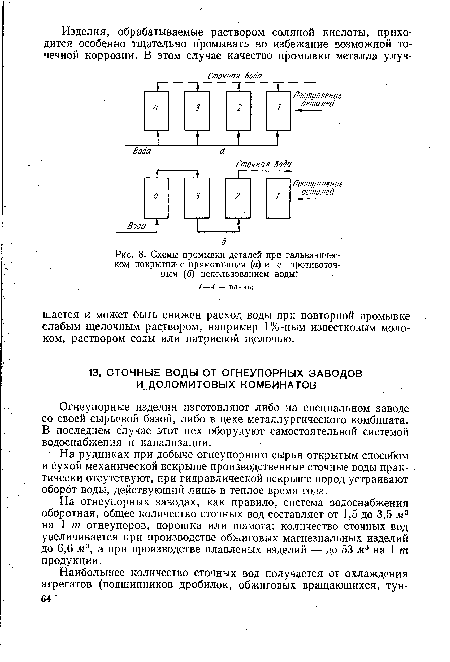
| Схемы промывки деталей при гальваническом покрытии с прямоточным (а) и с противоточ-ным (б) использованием воды. |
 |