Объем магнетита в два — четыре раза меньше, чем объем осадка гидрата закиси; его отстаивание ускоряется в два раза. Но не это является определяющим в разработке процесса утилизации. Компактную схему нейтрализации отработанных травильных растворов можно создать, используя магнитные свойства окисла (рис. 3).[ ...]
Частным случаем утилизации железных опилок можно считать использование их магнитных свойств [30]. Притягиваясь к магниту, опилки образуют на полюсах рыхлые наросты. Если замкнуть эти наросты между полюсами магнита и поместить в их среду быстровращающуюся деталь, каждая крупинка металла будет выступать здесь как своеобразный микрорезец. Тысячи таких резцов значительно ускоряют и облегчают процесс полирования, доводя поверхность детали до 13-го класса чистоты. Необходимость в полировальных пастах и промывных водах отпадает. При наличии местного вентиляционного отсоса, оборудованного пылеуловителем, рабочая зона остается чистой и безвредной.[ ...]
Стружка. Переплавка стружки — сравнительно дорогой метод утилизации металла. Трудоемкость разделения сталей по маркам заведомо предопределяет скопление их в смеси, в результате чего при переплавке получается самый низкосортный сплав. Вследствие больших транспортных расходов, дорогостоящего литейного производства, высоких потерь металла непосредственно в процессе плавки и безвозвратных потерь легирующих добавок потребовалось создание иных методов утилизации металла.[ ...]
При взаимодействии частиц металла между собой наблюдается определенная закономерность независимо от их размеров. Это дало возможность разработать метод горячей штамповки деталей непосредственно из стружки. Металл при температурах 1000—1200° С становится столь пластичным, что усилия, развиваемого в штамповочных прессах, оказалось вполне достаточно, чтобы превратить бесформенную груду стружки в монолитную деталь, не требующую дальнейшей обработки. Преимущества процесса горячей штамповки: работа при более низких температурах, отсутствие потерь на угар, возможность использования практически 100% отходов.[ ...]
Слитки, обрезки. Вследствие появления широкой номенклатуры высокопрочных, труднодеформируемых инструментальных сталей потребовалась разработка метода утилизации отработанного инструмента и отходов литейного производства. Переплав легированного металлолома в открытых печах индукционного типа отрицательно влияет на качество получаемых слитков из-за потери легирующих добавок и образования окислов, ликваций, пор и прочих дефектов, являющихся в дальнейшем причиной быстрого износа инструмента.[ ...]
Особенно остро эта проблема проявилась в процессах горячей штамповки. Штампы для таких процессов должны иметь лучшие механические свойства в области высоких (800—950° С) температур и изготовляются из сложнолегированных сплавов на основе таких добавок, как никель, хром и им подобные элементы. И все же эксплуатационные качества изделий заставляют желать лучшего. Штампы из таких сплавов имеют низкую стойкость (20—50 штамповок). Как известно, жаропрочные сплавы обладают большим коэффициентом объемной усадки, что приводит к образованию внутренних перенапряжений и усадочных раковин. Расход металла на изготовление заготовки превышает массу самой детали в три-четыре раза.[ ...]
В настоящее время разработаны две технологии переработки отходов сверхтвердых сталей, основанные на вакуумной и элек-трошлаковой переплавке в пульсирующем магнитном поле.[ ...]
Для вакуумной переплавки наиболее приемлемыми по получаемым прочностным характеристикам и работоспособности оказались отходы сплавов типа ЖС6 литейного производства [3].[ ...]
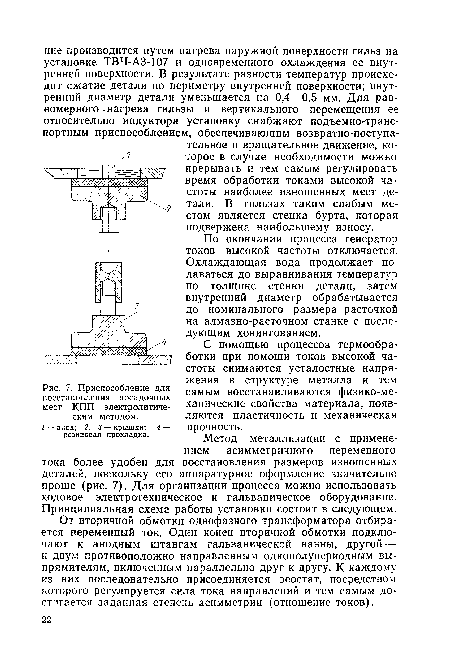
Для контроля за температурой воды на выходе кристаллизатора устанавливается датчик контроля с сигнальной лампой.[ ...]
Данная технология позволяет получить штампы, имеющие удовлетворительную чистоту поверхности, плотную микроструктуру без усадочных раковин, пор, окисных пленок и других дефектов литья. Стойкость полученных изделий в 20—30 раз выше стойкости штампов, получаемых открытой выплавкой.[ ...]
Рисунки к данной главе:
| Схема нейтрализации отработанных железосодержащих травильных |
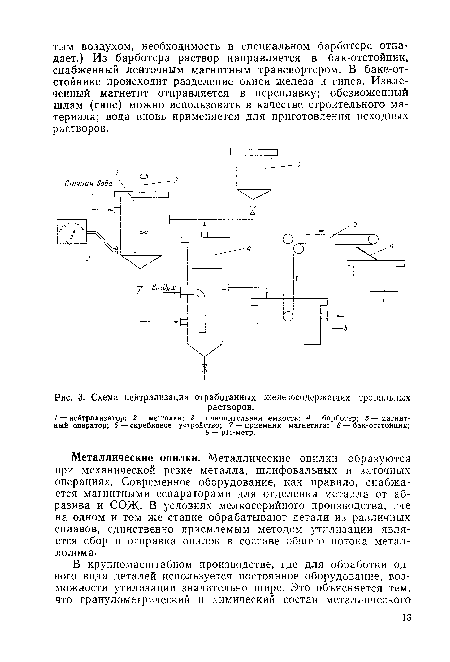 |
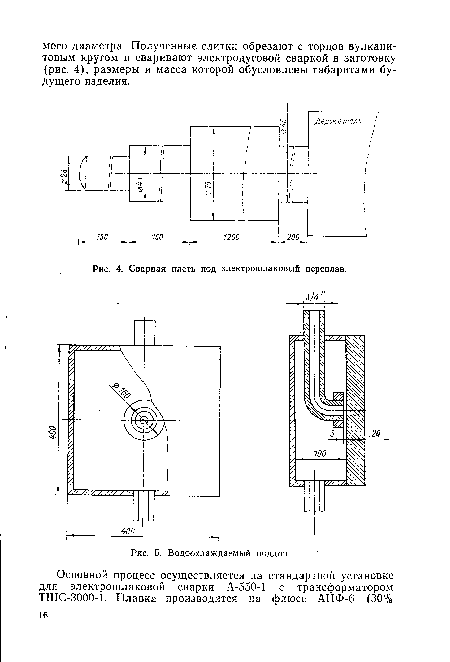
| Сварная плеть под электрошлаковый переплав. |
 |
| Водоохлаждаемый поддон. |
|
| Приспособление для восстановления посадочных мест КПП электролитическим методом. |
 |
Аналогичные главы в дргуих документах:
| См. далее:Железо |
| См. далее:Железо |
| См. далее:Железо |
| См. далее:Железо |
| См. далее:Железо |
| См. далее:Железо |