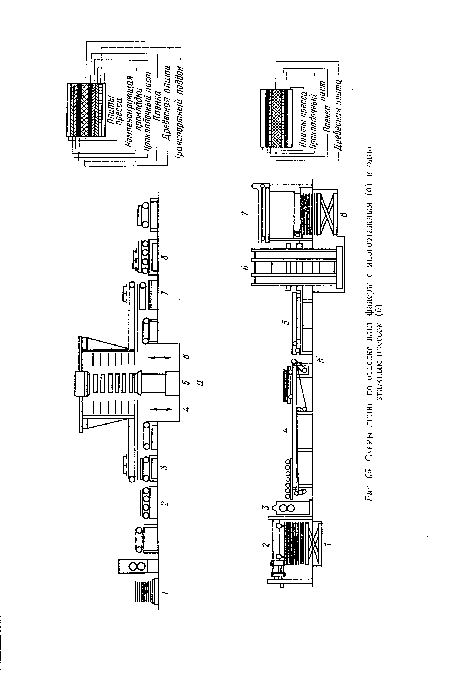
Пленками на основе бумаг, пропитанных меламиноформальдегидными смолами, отделывают древесные плиты и фанеру методом ламинирования на линиях с много- и одноэтажными прессами. Схемы таких линий и конструкции пакетов даны на рис. 65.[ ...]
Плиты или фанеру с подъемного стола 1 подают через щеточную машину 2, где они очищаются, на линию набора 3, куда по возвратному пути поступает поддон с металлическим прокладочным листом (см. рис. 65, а). На прокладочный лист укладывается пленка, а на пленку древесностружечная плита или фанера. Пакет передвигается вперед, в следующей фазе на него накладывается пленка и при помощи вакуум-присосок — верхний прокладочный металлический лист. Готовый пакет подается в загрузочное устройство 4, который загружает пакет в пресс 5. В прессе они прессуются и охлаждаются.[ ...]
После этого пресс разгружается разгрузочным устройством 6, и пакеты переходят на разгрузочный транспортер 8. Верхний прокладочный лист вакуум-присосками переводят на возвратный транспортер 7. Отделанная плита перемещается вперед и затем вакуум-присосками убирается с линии 8. Поддон и нижний прокладочный металлический лист возвращаются конвейером на свой возвратный путь. Возвратный путь представляет собой двухэтажный конвейер и, следовательно, верхний и нижний прокладочные листы перемещаются каждый по своему пути.[ ...]
На линиях отделки с одноэтажным прессом (см. рис. 65, б) древесностружечные плиты и фанера отделываются следующим образом. Подлежащие отделке шлифованные плиты или фанеру погрузчик подает на подъемный стол 1. Загрузочное устройство 2 перемещает плиты или фанеру в щеточную машину 3, где они очищаются от шлифовальной пыли.[ ...]
Далее плиты или фанеру конвейер подает на наборный конвейер 4, где на них накладывается бумага. Оттуда пакет перемещается на ленточно-таб-летное загрузочное устройство 5. Пресс 6 размыкается, происходит одновременная выгрузка и загрузка пресса.[ ...]
Загрузочное ленточно-таблетное устройство возвращается назад, оставляя пакеты на нижней плите пресса; затем плиты пресса смыкаются и дается давление. После прессования разгрузочным устройством 7 отделанные плиты или фанера выгружаются на промежуточный склад.[ ...]
Отделка древесных плит и фанеры в многоэтажных прессах. Наиболее распространенный способ отделки древесных плит и фанеры — способ отделки в многоэтажных прессах при давлении 1,8—2,0 МПа, температуре 145— 160° С с последующим охлаждением плит пресса до 50—60° С. Этот способ требует большого количества тепла, энергии, холодной воды, однако он позволяет выпускать высококачественный материал в любом исполнении отделываемой поверхности — от матовой до глянцевой.[ ...]
При прессовании пленок следует выбирать или малую продолжительность прессования и высокую температуру или большую продолжительность прессования и низкую температуру. Высокая температура прессования в сочетании с малой продолжительностью предохраняет древесностружечные плиты и фанеру от очень сильной усушки, поскольку несущий материал не нагревается выше 150° С. Низкая температура и большая продолжительность прессования снижают опасность образования трещин, но из-за интенсивного прогрева несущей плиты вызывают усушку. При слишком непродолжительном прессовании возникает опасность неполного отверждения поверхности, в результате чего могут образоваться пятна; неизбежно также склеивание синтетической смолы и прокладок пресса.[ ...]
Многопролетный пресс загружают пакетами, составленными из транспортирующих поддонов, прокладочных листов, упругих прокладок, пропитанной бумаги и несущих древесных плит и фанеры. В качестве упругих прокладок используют асбестовую ткань толщиной 3—4 мм или специальную резину толщиной от 6 до 10 мм. Цель применения упругих прокладок — не только выравнивание допуска на толщину древесных плит и фанеры и прокладочных листов, но и обеспечение равномерного распределения температуры в наружной поверхности прессуемого материала.[ ...]
В каждый промежуток пресса загружают по одному пакету; после загрузки пакеты центруют. При отделке фанеры толщиной 3—4 мм можно загружать в один промежуток пресса по два пакета. Продолжительность загрузки пакетов, смыкание плит пресса и достижение полного рабочего давления не должны превышать 1—1,5 мин. Режим прессования древесностружечной плиты и фанеры следующий: температура 145—180° С; давление 1,8—2,5 МПа; продолжительность прессования 10—20 мин.[ ...]
Рисунки к данной главе:
| Схемы линий по отделке плит фанеры с многоэтажным (а) и одноэтажным прессом (б) |
 |
| Диаграмма процесса отделки древесностружечных плит в многоэтажных прессах |
 |
| Зависимость усадки древесностружечных плит от распределения давления |
|
| Диаграмма процесса отделки древесностружечных плит в одноэтажном прессе |
 |
| Зависимость продолжительности прессования от температуры при кратковременном цикле. Заштрихованное поле — безупречное отверждение |
|
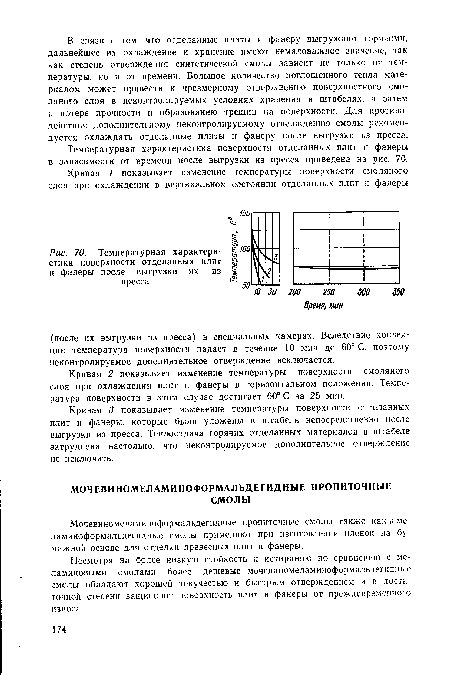
| Температурная характеристика поверхности отделанных плит и фанеры после выгрузки их из пресса |
 |