Подготовка смолы и отвердителя для производства древесностружечных плит имеет свои особенности, связанные, во-первых, с необходимостью равномерного распределения сравнительно малого количества связующего по большой поверхности древесных частиц и, во-вторых, с необходимостью создания оптимальных условий отверждения связующего в наружных и внутреннем слоях плит.[ ...]
В отличие от клеящих составов, применяемых для склеивания фанеры и облицовывания шпоном деталей мебели, связующего для изготовления древесностружечных плит должны иметь пониженную вязкость (от 14 до 25 с по ВЗ-4). Такая вязкость достигается снижением концентрации смолы до 50 ... 55% за счет разбавления водой или предварительным нагревом смолы до 30 ... 50° С (рис. 39).[ ...]
В производстве древесностружечных плит применяют рабочие растворы карбамидных смол следующих концентраций, %: для наружных слоев плит 53 ... 54, для внутреннего слоя плит 53 ... 54 или 60 ... 61. Повышение концентрации связующего для внутреннего слоя плит — один из путей интенсификации процесса их прессования.[ ...]
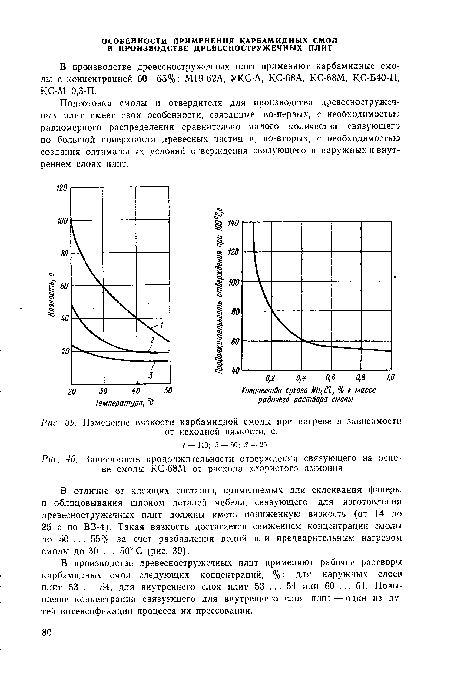
Расход отвердителя составляет 5—6 мае. ч. на 100 мае. ч. рабочего раствора смолы.[ ...]
Характеристика связующих (смеси рабочего раствора смолы с отверди-телем) для внутреннего слоя плит приведена в табл. 23.[ ...]
Подготавливать компоненты и связующее можно по различным схемам. • В цехах древесностружечных плит, оснащенных отечественным оборудованием, используют дозирующие установки ДКС-1 (рис. 41).[ ...]
В производстве древесностружечных плит специального назначения (повышенной водо- и биостойкости) используют соответствующие вещества, придающие плитам требуемые свойства.[ ...]
Гидрофобные добавки. Для повышения водостойкости древесностружечных плит применяют гидрофобные вещества: парафин, церезин, петролатум, воск и т. п. Наиболее широко используется парафин или эмульсии на его основе. Введение 0,5—1,0% парафина от массы стружки значительно уменьшает водопоглощение и разбухание древесностружечных плит. Расплавленный и нагретый до 70—80° С парафин вводится в стружки через индивидуальную форсунку, куда одновременно подается нагретый до 180—200° С воздух. Эмульсии на основе парафина вводят в стружки или отдельно, или совместно со связующим. Состав некоторых парафиновых эмульсий приведен в табл. 24.[ ...]
Расход связующего — один из основных факторов, определяющих качественные и экономические показатели производства древесностружечных плит. Расход связующего устанавливается в процентах к массовой доле абсолютно сухой древесины в зависимости от ее породы и требуемой прочности готовых плит.[ ...]
Рисунки к данной главе:
| Зависимость продолжительности отверждения связующего на основе смолы КС-68М от расхода хлористого аммония |
 |
| Изменение величины pH связующего во времени в зависимости от |
 |