В прокатных цехах источниками загрязнения атмосферы являются прокатные станы, машины огневой зачистки металла, травильные отделения и отделения металлопокрытий.[ ...]
На прокатных станах в процессе производства сортового и листового металла выделяется большое количество пыли. В частности, у обжимных станов горячей прокатки запыленность воздуха доходит до 4400 мг/м3, а у листовых станов — до 2400 мг/м3. Борьбу с запыленностью осуществляют в основном гидросмывом окалины непосредственно с поверхности прокатываемого металла, установкой зонтов или отсасывающих воздуховодов у прокатных клетей в районе наибольшего выделения пыли. Укрытие прокатных клетей с отсосом воздуха и очисткой его в мокрых центробежных циклонах применяют на станах при прокатке металла и специальных сталей, когда недопустима подача воды на поверхность проката для борьбы с пылью.[ ...]
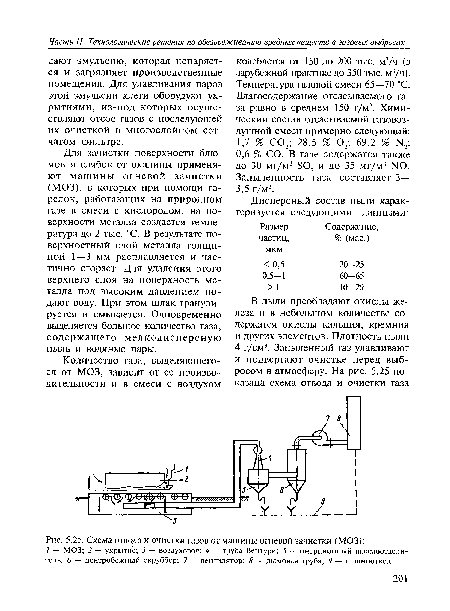
Для зачистки поверхности блюмов и слябов от окалины применяют машины огневой зачистки (МОЗ), в которых при помощи горелок, работающих на природном газе в смеси с кислородом, на поверхности металла создается температура до 2 тыс. °С. В результате поверхностный слой металла толщиной 1—3 мм расплавляется и частично сгорает. Для удаления этого верхнего слоя на поверхность металла под высоким давлением подают воду. При этом шлак гранулируется и смывается. Одновременно выделяется большое количество газа, содержащего мелкодисперсную пыль и водяные пары.[ ...]
В процессе производства холоднокатаного листа, проволоки и труб для удаления окалины с поверхности металла перед нанесением защитных покрытий (лужением, оцинковани-ем, хромированием, никелированием и др.) его подвергают травлению в серной, азотной или соляной кислоте, в зависимости от марки стали. После травления металл промывают в ваннах с щелочным раствором и горячей водой. Затем химическим или электрохимическим методом на поверхность металла наносят защитные покрытия. Операции подготовки металлов к защитному покрытию и само покрытие осуществляют в ваннах.[ ...]
В результате химического и электрохимического воздействия на металлы в процессе травления и металлопокрытия образуются аэрозоли, содержащие газообразные составляющие, брызги и твердые частицы в мелкодисперсном состоянии. Их размер при травлении 5—6,5 мкм, при обезжиривании 5—5,5 мкм, при хромировании 8—10 мкм, при цинковании 5—8 мкм. Применяя различные присадки и пенообразователи, снижают выделение аэрозолей из ванн в окружающую среду.[ ...]
Для очистки воздуха, удаляемого от ванн, используют различные аппараты: насадочные скрубберы, пенные аппараты, турбулентные про-мыватели, ротоклоны, жалюзийные сепараторы, пористые фильтры из иглопробивного полипропиленового войлока и др.[ ...]
При выборе аппаратов можно руководствоваться следующими данными примерной их эффективности при очистке воздуха, отсасываемого от ванн: скрубберы насадочные 80—95 %, низконапорные газопромыватели Вентури 90—94 %, пенные аппараты 80—90 %, фильтры из иглопробивного войлока (типа ФВГ-Т) 92—99 %, термокаталитические реакторы 98—99 %.[ ...]
Для защиты трубопроводов и аппаратов от разрушающего воздействия кислот их изгототавля-ют кислотостойкими. В частности, при температуре отсасываемого воздуха до 50 °С для изготовления воздуховодов может быть рекомендован винипласт. При более высокой температуре газовые коммуникации и аппараты изготовляют из нержавеющей стали, а при применении углеродистой стали их внутреннюю поверхность гуммируют или покрывают специальными кислотостойкими материалами или лаками. Наружную поверхность обычно покрывают эпоксидной смолой.[ ...]
Рисунки к данной главе:
| Схема отвода и очистки газов от машины огневой зачистки (МОЗ) |
 |