В Японии и ФРГ проблема очистки дымовых газов решалась в 70— 80-х годах. В настоящее время большинство пылеугольных ТЭС оснащены электрофильтрами, сероочистными и СКВ-установками. Опыт их эксплуатации показал надежность применяемых технологий. Их недостаток — высокие капитальные затраты. Сегодня общие затраты на газоочистку достигают 20—25 % стоимости котельной установки. Однако значительные по объему инвестиции освоены, и поэтому интерес к разработке принципиально новых технологий в этих странах в последние годы потерян.[ ...]
В США проблема очистки дымовых газов стала приоритетной в 90-х годах. Накопленный к этому времени опыт эксплуатации построенных установок явился обоснованием высокой интенсивности работ по разработке принципиально новых эффективных и менее затратных способов газоочистки. При этом существенное внимание было уделено разработке комплексных технологий газоочистки.[ ...]
В настоящей главе подробно описываются эти технологии, а также рассматриваются другие комплексные способы очистки, развитые в последние годы в США и Дании.[ ...]
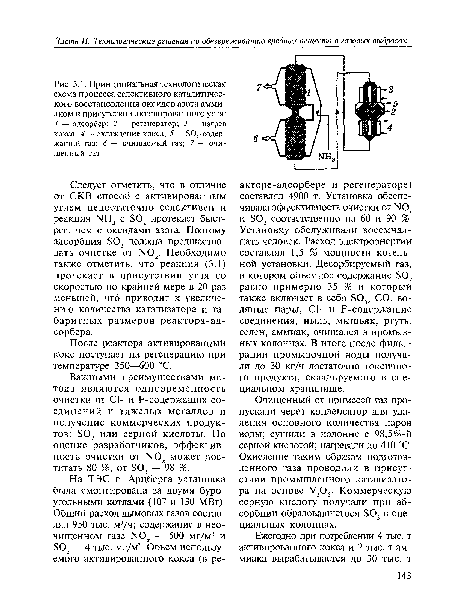
Следует отметить, что в отличие от СКВ способ с активированным углем недостаточно селективен и реакция ИН3 с Б02 протекает быстрее, чем с оксидами азота. Поэтому адсорбция 502 должна предшествовать очистке от N0 . Необходимо также отметить, что реакция (3.1) протекает в присутствии угля со скоростью по крайней мере в 20 раз меньшей, что приводит к увеличению количества катализатора и габаритных размеров реактора-адсорбера.[ ...]
После реактора активированный кокс поступает на регенерацию при температуре 350—600 °С.[ ...]
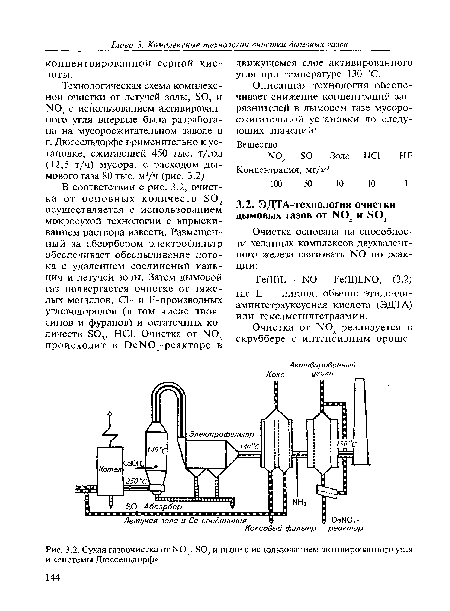
Важными преимуществами метода являются одновременность очистки от С1- и Р-содержащих соединений и тяжелых металлов и получение коммерческих продуктов: 802 или серной кислоты. По оценке разработчиков, эффективность очистки от N0 может достигать 80 %, от 802 — 98 %.[ ...]
Очищенный от примесей газ пропускали через конденсатор для удаления основного количества паров воды; сушили в колонне с 98,5%-й серной кислотой; нагревали до 410 °С. Окисление таким образом подготовленного газа проводили в присутствии промышленного катализатора на основе У205. Коммерческую серную кислоту получали при абсорбции образовавшегося 803 в специальных колоннах.[ ...]
Технологическая схема комплексной очистки от летучей золы, S02 и NOx с использованием активированного угля впервые была разработана на мусоросжигательном заводе в г. Дюссельдорфе применительно к установке, сжигающей 450 тыс. т/год (12,5 т/ч) мусора, с расходом дымового газа 80 тыс. м3/ч (рис. 3.2).[ ...]
Образующиеся при этом газы поступают в воздух горелок котла.[ ...]
Рисунки к данной главе:
| Принципиальная технологическая схема процесса селективного каталитического восстановления оксидов азота аммиаком в присутствии активированного угля |
 |
| Сухая газоочистка от МОг, 802 и пыли с использованием активированного угля и «системы Дюссельдорф» |
 |