Плиты на заготовки раскраивают на высокопроизводительных станках с программным управлением, выполняющих следующие операции: четырехстороннюю обрезку кромок плит, раскрой плит по длине на несколько частей, раскрой плит на заготовки любого заданного формата.[ ...]
Для раскроя плит и других листовых материалов на заготовки служит станок ЦТМФ (рис. 15.11) позиционно-проходного типа с поперечным движением плит в процессе раскроя. Рабочий цикл, начиная от загрузки станка и кончая раскроем плит, полностью автоматизирован. Продольный раскрой пакета плит выполняется одной пилон, закрепленной на подвижном суппорте, поперечный — одновременно несколькими пилами (до 10) при движении пакета плит по подвижному столу. Программирование работы поперечных пил выполняется посредством штеккерной панели. Ввод программы осуществляется установкой штеккеров в соответствии с последовательностью работы поперечных пил по технологической карте раскроя. Производительность станка зависит от числа продольных резов в схеме раскроя и практически не зависит от числа поперечных ре-зов. При раскрое плит размером 3500x1750x19 мм на три продольные полосы производительность доходит до 8 м3/ч.[ ...]
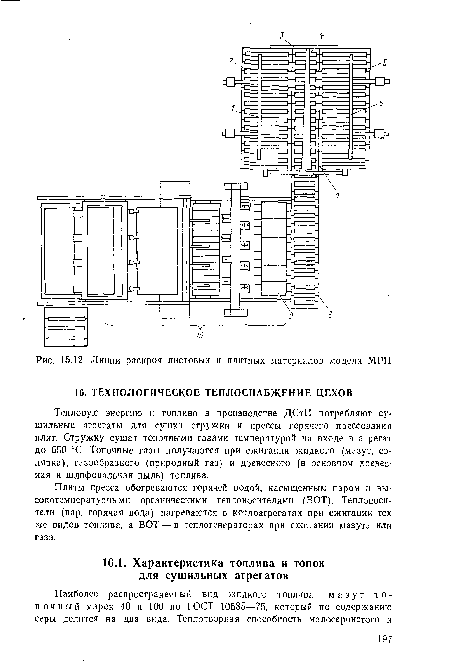
На базе станка ЦТМФ и укладчика щитовых деталей УЩ-130 создана автоматическая линия раскроя плитных и листовых материалов МРП (рис. 15.12). Весь процесс раскроя плит, включая их загрузку и укладку раскроенных заготовок в пакеты, осуществляется автоматически. Удаление отходов обработки полностью механизировано. Программное управление линией обеспечивает реализацию наиболее рациональных схем раскроя с минимальными отходами при быстрой переналадке лииии на заданные размеры заготовок.[ ...]
Рисунки к данной главе:
| Технологическая схема станка ЦТМФ для раскроя плит на |
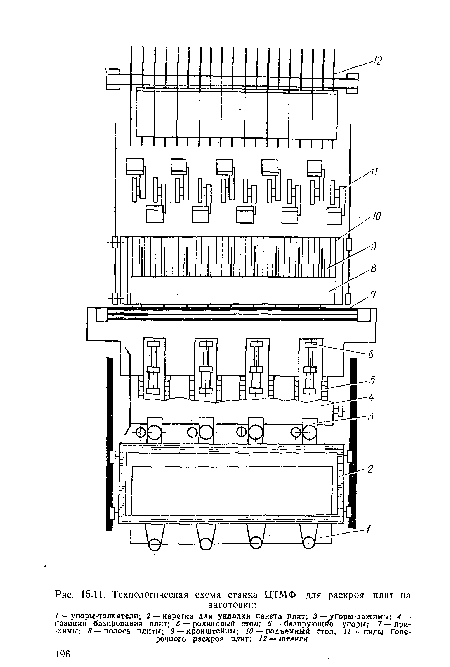 |
| Линии раскроя листовых и плитных материалов модели МРП |
 |