Существует несколько конструкций форматио-обрезиых станков, которые отличаются друг от друга типом или схемой работы механизмов, выполняющих взаимное перемещение плиты и пил при обрезке продольных и поперечных кромок.[ ...]
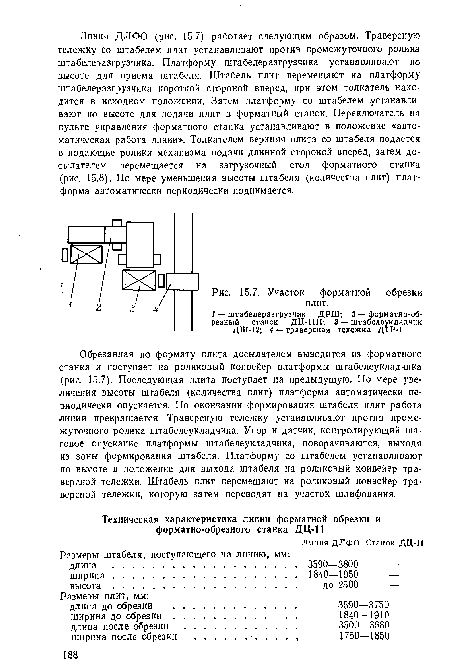
Обрезанная по формату плита досылателем выводится из форматного станка и поступает на роликовый конвейер платформы штабелеукладчика (рис. 15.7). Последующая плита поступает на предыдущую. По мере увеличения высоты штабеля (количества плит) платформа автоматически периодически опускается. По окончании формирования штабеля плит работа линии прекращается. Траверсную тележку устанавливают против промежуточного ролика штабелеукладчика. Упор и датчик, контролирующий шаговое опускание платформы штабелеукладчика, поворачиваются, выходя из зоны формирования штабеля. Платформу со штабелем устанавливают по высоте в положение для выхода штабеля на роликовый конвейер траверсной тележки. Штабель плит перемещают иа роликовый конвейер траверсной тележки, которую затем переводят на участок шлифования.[ ...]
В качестве режущего инструмента для обрезки плит используют дисковые дереворежущие пилы, оснащенные пластинками из твердого сплава, тип I— 400x4,2=56(+10°) = ВК15 или 320x3,2 = 37( + 10°) =ВК15 по ГОСТ 9769—79. Скорость резания 40—60 м/с.[ ...]
Рисунки к данной главе:
| Участок форматной обрезки плит |
 |