Под режимом прессования ДСтП понимают условия, при которых осуществляется процесс прессования и которые обеспечивают требуемое качество плит.[ ...]
Под оптимальным режимом прессования понимают такой, при котором достигаются следующие условия: максимальная интенсификация процесса прессования, т. е. минимально допустимая продолжительность прессования плит в прессе; обеспечение физико-механнческнх свойств плнт, удовлетворяющих требованиям стандарта при заданной плотности плнт, количестве добавляемого связующего, виде древесных частиц; получение влажности готовых плит возможно близкой к равновесной, т. е. 8±2%.[ ...]
Влажность стружечных брикетов. Влажность брикетов и температура прессования (плит пресса) —основные параметры, которые определяют физические процессы (тепло- н массоперенос), происходящие внутри стружечного брикета в период горячего прессования.[ ...]
Влажность стружечных брикетов, загружаемых в пресс, оказывает большое влияние на продолжительность прессования и в меньшей степени— на механические показатели плит. Чем выше влажность брикетов, тем больше требуется времени на выпаривание влаги из брикетов в период горячего прессования.[ ...]
Температура прессования (плит пресса). Чем выше температура прессования (плнт пресса), тем быстрее идет прогрев стружечных брикетов, тем быстрее завершается отверждение связующего по всей толщине брикета и тем меньше продолжительность прессования. В современных цехах по производству плит температуру прессования (плит пресса) прнннмают в пределах 150—180 “С в многоэтажных гидравлических прессах и 180— 220 °С в одноэтажных гидравлических и валковых (каландровых). Отклонение температуры плит пресса в пределах одной плиты не должно превышать ±5 °С.[ ...]
Температура плит пресса определяется температурой теплоносителя и ее влиянием на свойства ДСтП. До последнего времени плиты пресса нагревали в основном насыщенным паром и горячей водой при температуре насыщения, и котлы ДКВР-10/13 могли обеспечить температуру нагрева плнт пресса не более 190 °С. В связи с использованием для нагрева плит пресса высокотемпературных органических теплоносителей имеется техническая возможность повысить температуру плит пресса до 200—240 “С. Однако применение таких температур связано с возможным термическим разложением древесины, преждевременной желатннизацией связующего и, наконец, деструкцией связующего в наружных слоях. Выполненные в последнее время исследования показали, что прессование плит при 200— 220° С не ведет к снижению механических показателей плит.[ ...]
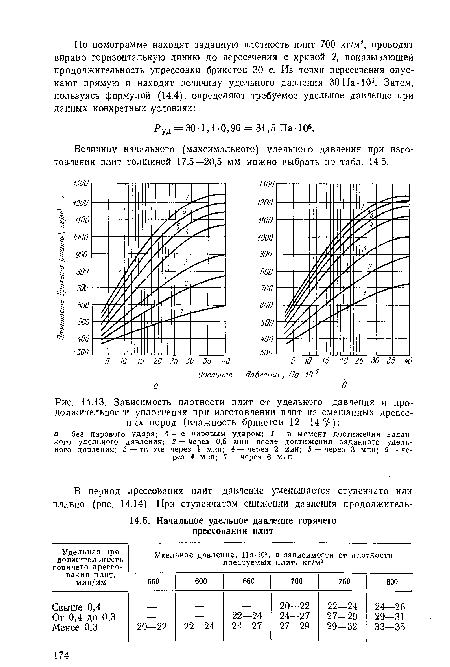
Удельное давление прессования. Величина удельного давления зависит от плотности прессуемых плнт, влажности и размеров осмоленной стружки, используемых древесных пород для изготовления стружки, продолжительности прессования и др., что видно нз номограммы (рис. 14.13). Величину удельного давления принимают такой, чтобы упрессовка брикетов до заданной толщины плиты (до момента смыкания плит с дистанционными прокладками) завершалась в течение 30 с.[ ...]
Величину начального (максимального) удельного давления при изготовлении плит толщиной 17,5—20,5 мм можно выбрать по табл. 14.5.[ ...]
Прессуют ДСтП в одноэтажных и валковых (каландровых) прессах при 180—220 °С, влажности осмоленной стружки в брикетах 8—10 % и продолжительности прессования 0,1—0,2 мин/мм.[ ...]
Рисунки к данной главе:
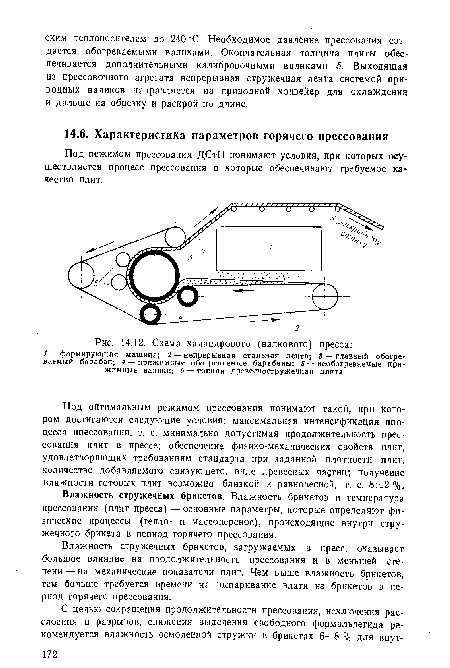
| Схема каландрового (валкового) пресса |
 |
| Зависимость плотности плит от удельного давления и продолжительности уплотнения при изготовлении плит из смешанных древесных пород (влажность брикетов 12—14 %) |
 |
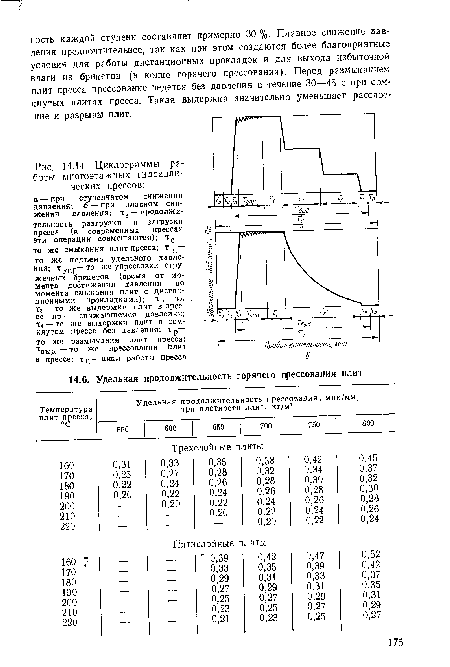
| Циклограммы работы многоэтажных гидравлических прессов |
 |