В пневматических сепараторах стружка разделяется по фракциям вертикальным или горизонтальным потоком воздуха. Процесс разделения стружки на две фракции в пневмосепараторе основан на разности аэродинамических свойств частиц (массы, формы, размеров, парусности и др.).[ ...]
На предприятиях с импортным оборудованием используют одно- и двухступенчатые сепараторы «Келлер» типа V (табл. 11.2, 11.3).[ ...]
Для внутреннего слоя.[ ...]
Исследованиями ВНИИдрева установлено, что при скорости воздушного потока в верхней камере 1,2—1,5 и ннжней 2,5—3 м/с стружечная масса разделяется в соотношении: мелкая фракция (из верхней камеры) 25 %, средняя фракция (из нижней камеры) 75 %. Степень извлечения мелкой фракции 50—60, крупной 80—90 %. После сортирования частицы, поступающие в бункер для наружных слоев, имели толщину 0,1—0,5 мм, для внутреннего 0,2—1 мм.[ ...]
Приготовление связующего включает в себя следующие операции: приготовление рабочего раствора смолы, приготовление раствора отверди-теля, дозирование растворов смолы и отверднтеля перед введением в смеситель. Рабочие растворы смолы и отверднтеля готовятся в клееприготовительном отделении.[ ...]
Приготовление рабочего раствора смолы. Карбамидоформальдегидная смола КФ-МТ после изготовления имеет высокую концентрацию (66± ±1 %) и относительно высокую вязкость (до 50 с по ВЗ-4, см. 4.2). Для качественного распыления связующего необходимо, чтобы вязкость его была в пределах 13—22 с при распылении пневматическими форсунками и не более 35 с при распылении центробежными форсунками (насадками) в высокооборотных смесителях. Существует два способа снижения вязкости смолы перед распылением: 1) разбавлением водой, т. е. снижением концентрации от начальной до 52—56 % (см. рнс. 4.1); 2) подогревом смолы до 30—35 °С (см. рис. 4.3) в специальных подогревателях, т. е. без разбавления смолы водой или при незначительном ее добавлении.[ ...]
Сухой остаток (концентрация), Коэффициент рефракции . . Вязкость по ВЗ-4, с .[ ...]
Однако снижение вязкости смол разбавлением их водой имеет весьма существенный недостаток: при введении связующего в стружку вводится дополнительное количество воды, в результате чего повышается влажность осмоленной стружки. Это ведет к увеличению продолжительности прессования плит в прессе и дополнительным энергозатратам иа выпаривание влаги из брикетов (плит) в период горячего прессования. Поэтому в последнее время вязкость снижают подогревом смол до 30— 35 °С в зависимости от их начальной вязкости, типа смесителя и др. (см. рис. 4.3). При таком способе снижения вязкости в стружку вводятся высококонцентрированные смолы (60—65 %), в результате чего влажность осмоленной стружки уменьшается (8—12 %) и повышается реакционная способность связующего (время отверждения уменьшается на 30—40 %), соответственно уменьшается продолжительность прессования плит и повышается производительность пресса.[ ...]
Рисунки к данной главе:
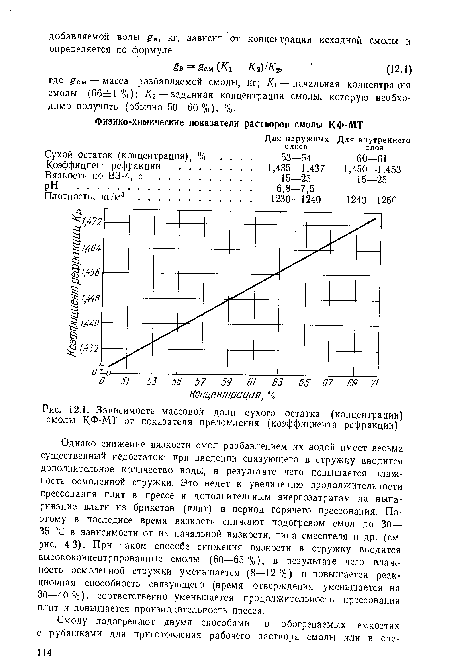
| Зависимость массовой доли сухого остатка (концентрации) смолы КФ-МТ от показателя преломления (коэффициента рефракции) |
 |