Мерные заготовки определенной длины перерабатывают в специальную резаную стружку на дисковых стружечных станках и станках с ножевым валом.[ ...]
Отечественная промышленность выпускает станок с ножевым валом ДС-6 (рнс. 7.1), который в последнее время модернизирован в направлении увеличения числа пазов в ножевом валу с 12 до 14 н некоторого совершенствования механизма подачи сырья. За счет этого стало возможно перерабатывать сырье с меньшим диаметром (25 мм) и несколько большей длиной (1080 мм), что позволило несколько увеличить производительность станка. Кинематическая схема станка осталась без изменений, а станок получил марку ДС-8.[ ...]
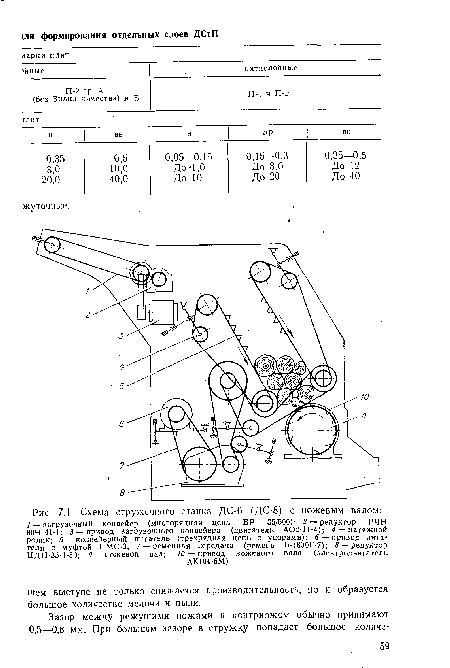
Ножевой вал представляет собой сплошной цилиндр с 12 (у станка ДС-6) и 14 (у станка ДС-8) продольными пазами, в которых посредством ножедержателей крепятся по два ножа гребенчатой формы. Длина лезвия гребня определяет длину получаемой стружки. Под нижними ведущими звездочками питателя закреплены гребенчатые планки и регулируемые контрножи, образующие воронку над ножевым валом. Контрножи предотвращают вылет остатков древесины нз питателя до полной их переработки в етружку. По мере износа положение контрножей регулируется. Получаемая при работе станка стружка направляется через окно в станине в приемник пневмотранспортной установки или на скребковый конвейер.[ ...]
Для станка ДС-6 скорость подачи сырья 800—1000 мм/мин при изготовлении стружки для наружных слоев и 1500—1800 мм/мин — для внутреннего слоя.[ ...]
Скорость движения цепей, мм/мин . . Установленная мощность двигателя, кВт Габарит (длинах ширинах высота), м Масса, т.[ ...]
Рисунки к данной главе:
| Схема стружечного станка ДС-6 (ДС-8) с ножевым валом |
 |