Каталитический риформинг является одним из важнейших процессов современного НПЗ, который обеспечивает производство высокооктанового бензина, индивидуальных ароматических углеводородов и водородсодержащего газа (ВСГ). Наибольший прирост мощностей риформинга по регионам мира отмечается для стран Западной Европы и США.[ ...]
В настоящее время зарубежные нефтепереработчики ориентируются на внедрение установок с непрерывной регенерацией катализатора. Удельный вес этой технологии в США составляет около 20%, в Западной Европе — 27%; при этом 87% установок риформинга в мире, введенных за последние 20 лет, приходится на процесс с непрерывной регенерацией.[ ...]
С помощью каталитического риформинга низкооктановые прямогонные бензиновые фракции за счет дегидрогенизации шестичленных нафтеновых и дегидроциклизации нормальных парафиновых углеводородов превращаются в высокоароматизированные продукты. Применяемые катализаторы способствуют превращению пятичленных нафтенов в шестичленные с последующим дегидрированием до ароматических соединений и изомеризации легких н-парафинов. В зависимости от качества сырья, жесткости режима и типа используемого катализатора в процессе риформинга могут иметь место различные реакции (табл. 4.30).[ ...]
Примечание: М — металлический; К — кислотный. Низкие температуры способствуют высоким соотношениям изо/н-углеводороды; скорость изомеризации увеличивается с ростом температуры.[ ...]
Центральным элементом установки процесса риформинга является катализаторная система. Расчетные параметры работы установки (давление, температура, кратность циркуляции водорода и объемная скорость), теоретические выходы продуктов и межрегенерационный пробег определяются с учетом активности, стабильности и типа катализатора.[ ...]
В производственных условиях достаточно хорошо исследован катализатор R-56 фирмы ЮОП, которая является ведущей в мире по производству катализаторов на основе платины. R-56 — это оптимизированный, “асимметричный” платиново-рениевый катализатор, разработанный на базе катализатора R-50. По данным фирмы ЮОП он характеризуется более высокими активностью и способностью к удерживанию хлора, обеспечивает более чем в 2,5 раза большую продолжительность пробега и стабильный выход продуктов.[ ...]
Наилучшие результаты работы катализатор R-56 показывает также в сравнении с монометаллическим (R-11) и биметаллическим (R-16G) катализаторами предыдущего поколения (табл. 4.31).[ ...]
Катализатор И-56 обладает большей активностью по сравнению с предыдущим поколением платино-рениевых катализаторов с равным содержанием платины и рения (И-160. Длительность межрегенерационного пробега катализатора повышается более чем в 6 раз (при октановом числе риформата 98) по сравнению с биметаллическими катализаторами предыдущего поколения. Кроме того, повышенная стабильность И-56 позволяет эксплуатировать установку риформинга при более низком отношении водород/сырье. Испытания показали стабильную непрерывную работу установки за период более 900 дней.[ ...]
На качество продукции процесса риформинга влияет давление (табл. 4.33).[ ...]
Кроме того, уменьшение давления может привести к дополнительному производству водорода. Например, за счет дополнительного водорода, получаемого при снижении рабочего давления на 0,75 МПа, увеличивается экономическая эффективность производства вследствие сокращения закупок водорода стоимостью до 1,5 млн. в год.[ ...]
Рисунки к данной главе:
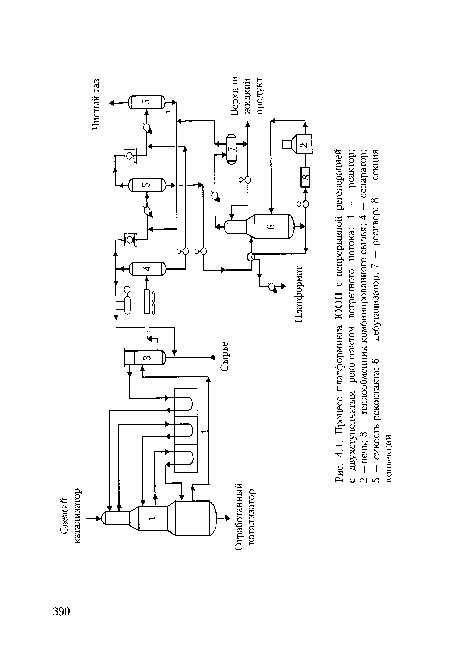
| Процесс платформинга ЮОП с непрерывной регенерацией с двухступенчатым реконтактом встречного потока |
 |