Характер приведенных основных неисправностей несущих конструкций лесозаготовительных машин показывает, что ремонт рам представляет собой многооперационный сложный технологический процесс, состоящий из ряда таких операций, как правка, переклепка, сварка, постановка усилительных пластин, уголков, коробов и усилителей других форм.[ ...]
Так же, как и при ремонте корпусных деталей, которые во многих случаях являются несущими конструкциями, восстановление рам лесовозных машин и трелевочных тракторов должно быть организовано в определенной последовательности, начиная с устранения таких неисправностей, при исправлении которых условия ремонта последующих неисправностей будут улучшены, а качество ремонта повышено.[ ...]
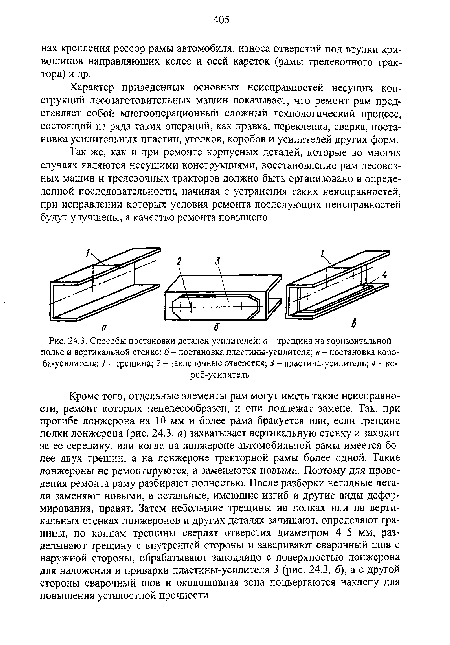
Кроме того, отдельные элементы рам могут иметь такие неисправности, ремонт которых нецелесообразен, и они подлежат замене. Так, при прогибе лонжерона на 10 мм и более рама бракуется или, если трещина полки лонжерона (рис. 24.3, а) захватывает вертикальную стенку и заходит за ее середину, или когда на лонжероне автомобильной рамы имеется более двух трещин, а на лонжероне тракторной рамы более одной. Такие лонжероны не ремонтируются, а заменяются новыми. Поэтому для проведения ремонта раму разбирают полностью. После разборки негодные детали заменяют новыми, а остальные, имеющие изгиб и другие виды деформирования, правят. Затем небольшие трещины на полках или на вертикальных стенках лонжеронов и других деталях зачищают, определяют границы, по концам трещины сверлят отверстия диаметром 4-5 мм, разделывают трещину с внутренней стороны и заваривают сварочный шов с наружной стороны, обрабатывают заподлицо с поверхностью лонжерона для наложения и приварки пластины-усилителя 3 (рис. 24.3, б), а с другой стороны сварочный шов и околошовная зона подвергаются наклепу для повышения усталостной прочности.[ ...]
После такой подготовки шва пластину-усилитель струбцинами плотно прижимают к лонжерону и приваривают ее продольным швом по обеим кромкам. Наружные края швов должны быть на расстоянии 3 мм от кромки основной детали. В тех же случаях, когда трещина на полке захватывает и вертикальную стенку лонжерона, недоходя до ее середины, трещину разделывают и заваривают. Шов с внутренней стороны обрабатывают заподлицо с поверхностью лонжерона.[ ...]
Изготовляют короб-усилитель (рис. 24,3, в), точно подгоняют его к внутренним сторонам лонжерона. Затем струбцинами плотно прижимают к месту постановки, прихватывают сваркой или ставят на заклепки и заваривают только продольными швами.[ ...]
Детали-усилители изготовляют из полосовой или листовой стали толщиной 7-8 мм, но не толще, чем толщина основной детали. По своему составу материал деталей-усилителей должен соответствовать марке стали, из которой изготовлена ремонтируемая деталь.[ ...]
Детали рам после правки, ремонта и новые, взамен негодных, к дальнейшему использованию подают на участок сборки комплектом, при этом обезличка деталей рам не допускается. Сборка рам начинается на специальной плите или установке, имеющей установочные базы для фиксации лонжеронов в рабочем положении. Затем поперечными балками лонжероны схватывают электросваркой в нескольких точках, после чего раму закрепляют в стенде-кантоватеяе и производят последующие сборочные операции. Сборку клепаных рам начинают с клепки, которую можно вести с нагревом заклепок до температуры 900-950 °С (горячая клепка). Для раздачи заклепок с последующим формированием головки применяют специальные пневматические клепальные молотки.[ ...]
Горячая ручная клепка является трудоемкой и сложной, требующей высокой квалификации клепальщика. Пневматическая имеет ряд преимуществ перед ручной, но ее существенными недостатками являются большая шумность и вибрация, вредно влияющие на организм человека.[ ...]
Более производительной, не требующей предварительного нагрева заклепок, является гидравлическая раздача заклепок специальными гидравлическими установками (клещами).[ ...]
Рисунки к данной главе:
| Способы постановки детален усилителей |
 |
| Приспособления для правки рам |
 |