Для повышения коррозионной стойкости поверхности деталей, не защищенные покрытиями, рекомендуется полировать. Хорошо очищенная стальная проволока не ржавеет на воздухе при комнатной температуре и относительной ¡влажности воздуха 94% [60].[ ...]
Полированием можно увеличить ¡коррозионную стойкость деталей, но нельзя сделать .малолегированные стали равноценными высоколегированным. Например, на нержавеющей стали 1Х18Н9Т с полированной поверхностью после 250 ¡суток испытания в камере влажности не обнаружено следов коррозии, а на образцах стали 4X13 с (полированной поверхностью слабая коррозия появилась через 60 суток [1].[ ...]
Вопрос о необходимости полирования отдельных поверхностей детали нужно решать в зависимости от ее конструкции и раз/меров и от способа сборки в узел. Например, поверхность не защищенной покрытиями какой-либо втулки, предназначенной под запрессовку, полировать не имеет смысла; в то же время поверхность буртика втулки, выступающей на наружной части: узла прибора, следует полировать.[ ...]
Полирование деталей машин и крупных аппаратов намного повышает их стоимость и явно нецелесообразно.[ ...]
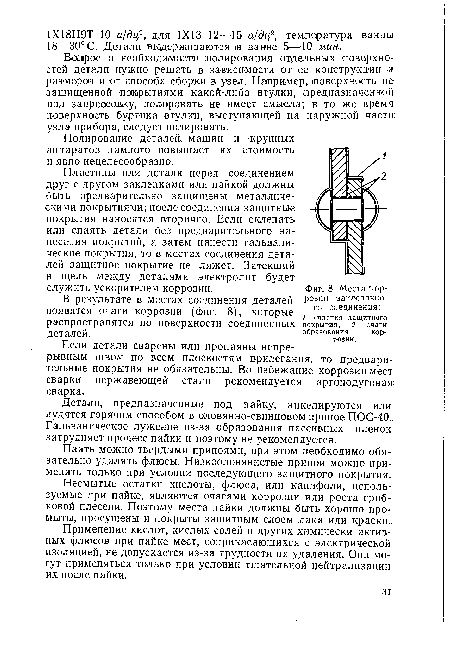
Пластины или детали перед соединением друг с другом заклепками или пайкой должны быть предварительно защищены металлическими покрытиями; после соединения защитные покрытия наносятся вторично. Если склепать или спаять детали без предварительного нанесения покрытий, а затем нанести гальванические покрытия, то в местах соединения деталей защитное покрытие не ляжет. Затекший в щель между деталями электролит будет служить ускорителем коррозии.[ ...]
В результате в местах соединения деталей появятся очаги коррозии (фиг. 8), которые , пленка защитн0Г0 распространятся по поверхности соединенных покрытия; 2-очаги деталей.[ ...]
Если детали сварены или пропаяны непрерывным швом по всем плоскостям прилегания, то предварительные покрытия не обязательны. Во избежание коррозии мест сварки нержавеющей стали рекомендуется аргонодуговая: сварка.[ ...]
Детали, предназначенные под пайку, никелируются или лудятся горячим способом в оловянно-свинцовом припое ПОС-40. Гальваническое лужение из-за образования пассивных пленок затрудняет процесс пайки и поэтому не рекомендуется.[ ...]
Паять можно твердыми припоями, при этом необходимо обязательно удалять флюсы. Низкооловянистые припои можно применять только при условии последующего защитного покрытия.[ ...]
Несмытые остатки кислоты, флюса, или канифоли, используемые при пайке, являются очагами коррозии или роста грибковой плесени. Поэтому места пайки должны быть хорошо промыты, просушены и покрыты защитным слоем лака или краски.[ ...]
Рисунки к данной главе:
| Места коррозии заклепочного соединения |
 |
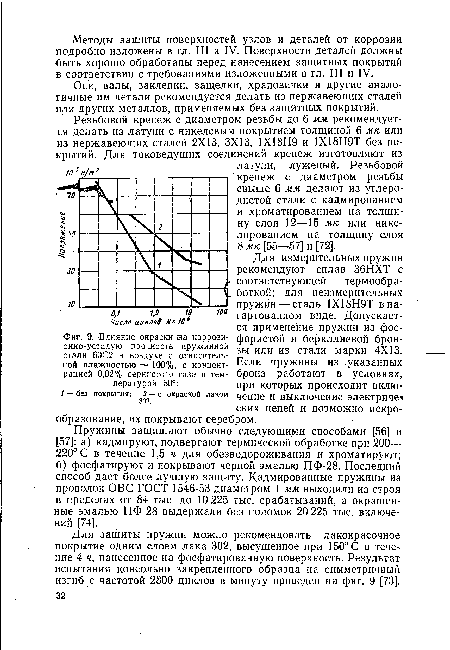
| Влияние окраски ¡на коррозионно-усталую прочность пружинной стали 60С2 в воздухе с относительной влажностью |
 |