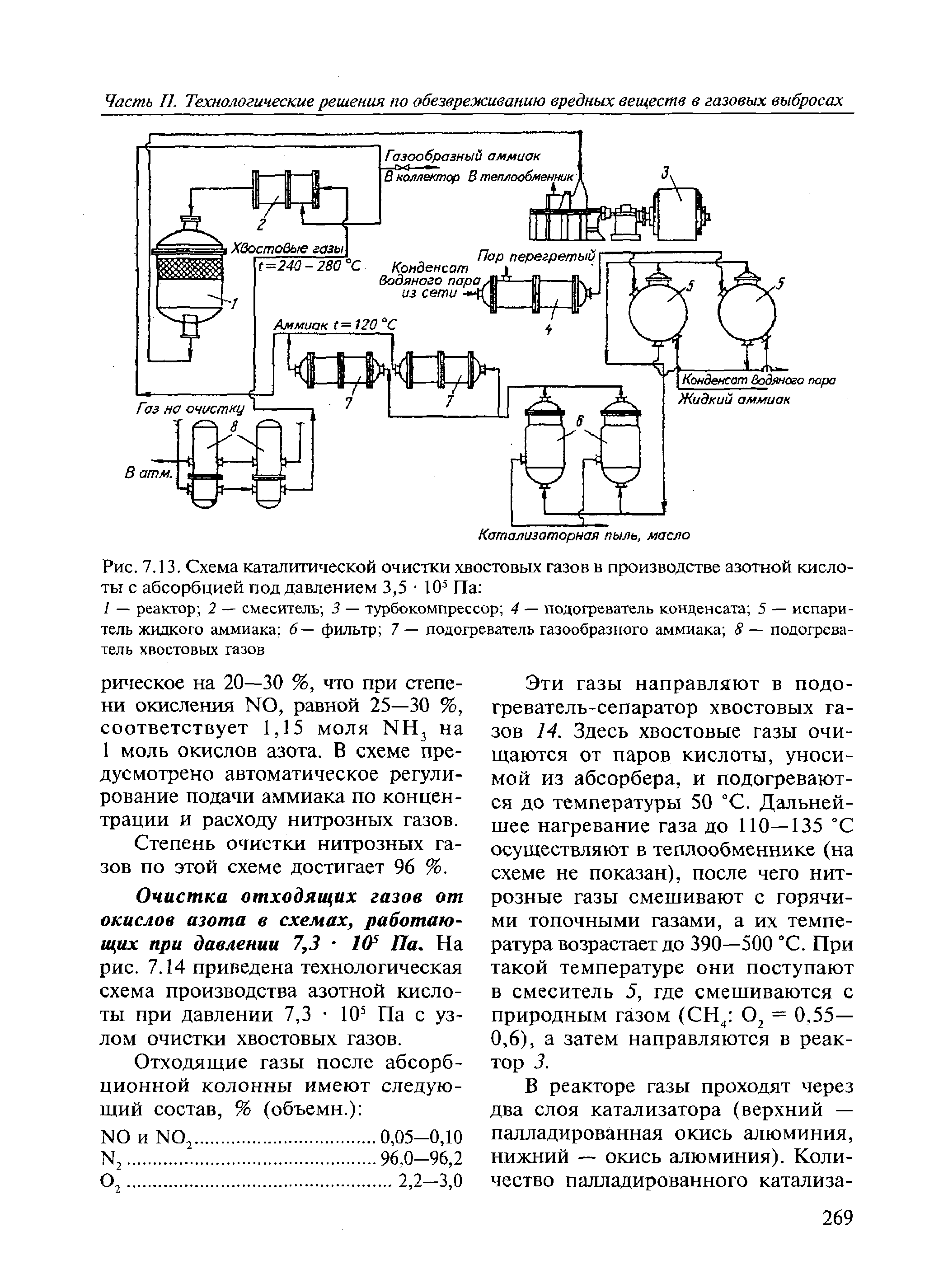
I — реактор; 2 — смеситель; 3 — турбокомпрессор; 4 — подогреватель конденсата; 5 — испаритель жидкого аммиака; 6— фильтр; 7 — подогреватель газообразного аммиака; 8 — подогреватель хвостовых газов
Технологическая схема каталитической очистки хвостовых газов в производстве азотной кислоты с абсорбцией при давлении 3,5 ■ 105 Па и использованием в качестве газа-восстановителя аммиака показана на рис. 7.13. Хвостовые нитрозные газы после абсорбционных колонн при температуре 20—30 °С поступают в подогреватели 8, где они нагреваются до 240—280 °С, после чего их направляют в смеситель 2. Жидкий аммиак из заводской линии поступает в испаритель 5, где он испаряется под действием нагретого конденсата, подаваемого из подогревателя 4. Газообразный аммиак из испарителя при давлении 3,5 • 105 — 3,7 • 105 Па поступает в фильтры 6, откуда после очистки подается в подогреватель 7. Подогретый до 120 °С аммиак далее поступает в смеситель 2. Здесь он смешивается с нагретым нитрозным газом и идет в реактор 1, где происходит восстановление окислов азота аммиаком в присутствии катализатора АВК-10. Далее газовая смесь турбокомпрессором 3 направляется в теплообменник.
Вернуться к оглавлению