Ремонтные размеры подразделяются на две группы: свободные и регламентированные (стандартные).[ ...]
Значения ремонтных размеров, установленные стандартами, приведены в справочной литературе.[ ...]
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и необходимой чистоты рабочих поверхностей. В зависимости от характера и величины износа детали после ремонта могут получить различные размеры. Сопряженная деталь подгоняется к восстановленной до свободного ее размера. Таким образом, сборка сопряжений со свободными ремонтными размерами связана с индивидуальной подгонкой, поэтому она и используется только в мелкосерийном и индивидуальном ремонтных производствах.[ ...]
Свободные ремонтные размеры целесообразно применять при восстановлении различного нестандартного оборудования: канатно-блочной системы, различных вспомогательных грузоподъемных и транспортных устройств и приспособлений, изготовленных на месте в единичных образцах.[ ...]
При установлении ремонтного размера отверстия перед скобкой будет знак плюс, а при определении ремонтного размера вала - знак минус.[ ...]
| Схемы определения ремонтных размеров | 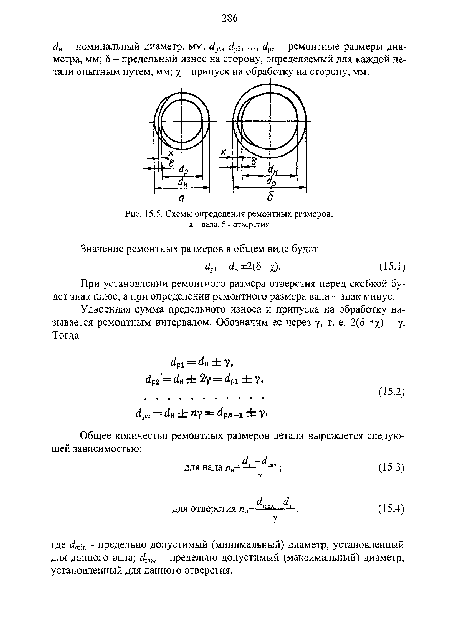 |
Шейки ведущего вала шлифуют под ремонтный размер втулок или хромируют с последующим шлифованием до требуемого размера по рабочему чертежу.[ ...]
Изношенные отверстия разворачивают под ремонтный размер или восстанавливают запрессовкой втулок. После запрессовки внутренний диаметр втулок обрабатывают разверткой в соответствии с размером по рабочему чертежу.[ ...]
Изношенные шейки коленвалов обрабатывают под ремонтный размер или после наращивания их тем или иным способом шлифованием. Рекомендуется сначала шлифовать коренные, а затем шатунные шейки. Ремонтный размер необходимо задавать один для всех коренных и для всех шатунных шеек.[ ...]
Отверстия с поврежденной резьбой восстанавливают нарезанием резьбы ремонтного размера или заваркой с последующим нарезанием резьбы.[ ...]
Цапфы шестерен шлифуют до выведения конусности и эллипсоид-ности. Шестерни под уменьшенные размеры колодцев корпусов шлифуют по окружности головок зубьев до ремонтных размеров. После шлифования поверхности цапф шестерен подвергают суперфинишированию. Изношенные торцы зубьев шестерен восстанавливают шлифовкой в центрах на шлифовальном станке. После ремонта шестерни делят по длине зуба на размерные группы через 5 мкм.[ ...]
Износ или срыв резьбы под болты крепления крышек в корпусах устраняют путем рассверливания отверстий и нарезания в них резьбы ремонтного размера.[ ...]
Для повышения качества, а также упрощения и удешевления ремонта серийного лесозаготовительного и лесохозяйственного оборудования ремонтные размеры их основных деталей (цилиндров двигателя внутреннего сгорания, шеек коленчатых валов, кулачковых валов, клапанов и их направляющих, поршневых пальцев, некоторых деталей гидрооборудования) регламентированы (стандартизованы). Ремонт в этом случае сводится лишь к обработке под соответствующий ремонтный размер только одной детали сопряжения, что значительно сокращает простой машины или оборудования в ремонте.[ ...]
Изношенные кулачки восстанавливают шлифованием на специальных копирошлифовальных станках ЗА433. Допустимость перешлифовки кулачка под ремонтный размер обосновывается тем, что если со всего кулачка снять одинаковый слой металла, то величина подъема клапана и момента открытия и закрытия клапана не изменится. В этом случае необходимо лишь довести зазор между клапаном и толкателем до нормального значения.[ ...]
К деталям, подлежащим ремонту или восстановлению, относятся такие, износ которых больше половины предельного или уже равен ему. У этих деталей определяют ремонтные размеры, устанавливают способ ремонта или восстановления и направляют их в соответствующее ремонтное отделение или цех.[ ...]
Несмотря на большое разнообразие деталей с рабочими поверхностями цилиндрической формы, различные условия, в которых они работают, широкий диапазон изменения наружных размеров, нагрузочных, скоростных, температурных и других параметров, действующих на сопрягаемых поверхностях, протекание процессов естественного изнашивания имеет общий характер, проявляющийся в виде износа по диаметру с искажением геометрической формы, т. е. образованием овальности, конусности, механических повреждений, мелких рисок, царапин и задиров (результат действия абразивной среды). Устранить перечисленные виды изнашивания рабочих поверхностей цилиндрической формы возможно двумя способами: 1) удалением овальности, конусности, неглубоких рисок, царапин и т. п. неисправностей механической обработкой под соответствующий регламентируемый или свободный ремонтный размер; 2) наращиванием изношенной и искаженной поверхности одним из рассмотренных способов с последующей механической обработкой наращенного слоя под номинальный размер.[ ...]
Заданные посадки сопряжении при сборке могут быть осуществлены следующими методами: с полной взаимозаменяемостью деталей; с неполной взаимозаменяемостью (взаимозаменяемость сохраняется в пределах одного ремонтного размера); с сортировкой деталей по группам (селективная сборка); с применением компенсаторов (прокладок, втулок и др.); с индивидуальной подгонкой деталей по месту.[ ...]
Неисправные форсунки, жиклеры, шариковые клапаны и пружины не ремонтируют, а заменяют новыми. Изношенные отверстия в корпусе и крышке, выполняющие роль подшипников ротора, развертывают и устанавливают втулки ремонтного размера. Этот ремонт необходимо производить с большой точностью, чтобы избежать перекосов при установке ротора центрифуги. После сборки ротор должен вращаться свободно.[ ...]
Для увеличения срока службы некоторых сложных деталей при их конструировании заранее предусматривают запас металла на изнашивающихся частях. Это дает возможность восстанавливать эти детали с использованием ремонтных размеров.[ ...]
Тормозные барабаны в процессе работы могут иметь на рабочей поверхности неравномерный износ, риски и задиры. Если эти повреждения имеют глубину меньше 0,5 м, то их зачищают шлифовальной шкуркой, если больше, то устраняют растачиванием на токарном станке рабочей поверхности барабана под ремонтный размер. Для расточки тормозной барабан крепят к ступице колеса и вместе с ней на специальной оправке устанавливают в центры станка.[ ...]
Детали, имеющие предельные износы, можно восстановить путем постановки на предварительно обработанную изношенную поверхность специально изготовленной дополнительной детали: втулки, гильзы, шайбы, планки, накладки. Этот способ широко применяется при восстановлении цилиндров блоков, прошедших последний ремонтный размер, гнезд клапанов, посадочных отверстий под подшипники качения в ступицах колес, картерах коробок передач и задних мостов, пальцев крестовин дифференциала, отверстий под шкворни в передних осях (рис. 15.6, б), отверстий под свечи в головках блоков двигателей внутреннего сгорания (рис. 15.6. а) и других деталей.[ ...]
Проверка состояния цилиндров начинается с осмотра рабочей поверхности. Трещины, задиры, риски, которые не могут быть устранены принятыми методами восстановления, служат основанием для выбраковки гильз. О предельном износе цилиндров судят по максимальной выработке в верхнем поясе на расстоянии 10-50 мм от верхней кромки цилиндра. Изношенные цилиндры растачивают под стандартные ремонтные размеры.[ ...]
Приведенные выражения справедливы для случаев равномерного износа вала и отверстия и сохранения их центров. При неравномерном износе справедливость выражений сохраняется, однако величину 5 необходимо принимать по максимальному износу. Предельно допустимые диаметры определяются прочностными характеристиками детали. Практически уменьшение номинального диаметра шеек коленчатых валов автотракторных двигателей находится в пределах от 1 до 8 мм, а ремонтный интервал - от 0,25 до 1 мм. Таким образом, количество ремонтных размеров для шеек коленчатых валов равно 4—8. Для цилиндров карбюраторных двигателей ремонтный интервал принимается в среднем равным 0,5 мм, для дизельных двигателей - 1 мм. В зависимости от толщины стенок цилиндров (гильз) количество ремонтных размеров колеблется от 1 до 4.[ ...]
Допустимый износ приводного вала масляного насоса определяется величиной зазора. При зазоре между валом и направляющей втулкой более 0,25 мм необходим ремонт. Если зазор образовался только в результате разработки втулки корпуса, корпус растачивают и запрессовывают втулку, внутренний диаметр которой развертывают затем по шейке вала. Если же зазор увеличился главным образом вследствие износа вала, последний в месте износа наращивают тем или иным способом и обрабатывают под номинальный или ремонтный (увеличенный) размер. Каждый последующий ремонтный размер отверстия в корпусе насоса увеличивается развертыванием до устранения износа. На эту же величину увеличивается и диаметр приводного вала наплавкой с последующей обработкой.[ ...]