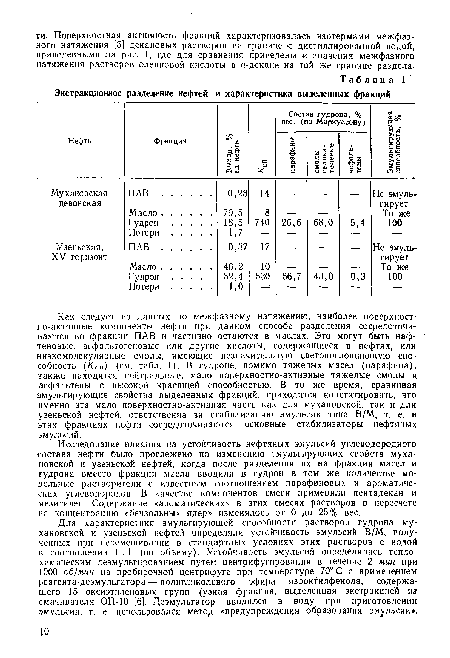
| Экстракционное разделение нефтей и характеристика выделенных фракций |
 |
Далее
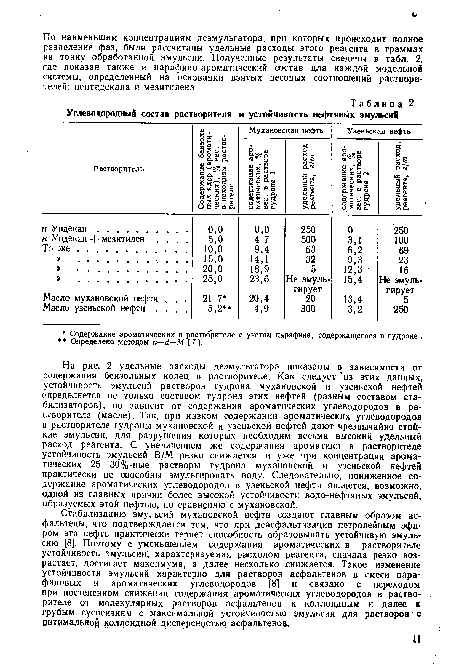
| Углеводородный состав растворителя и устойчивость нефтяных эмульсин |
 |
Далее
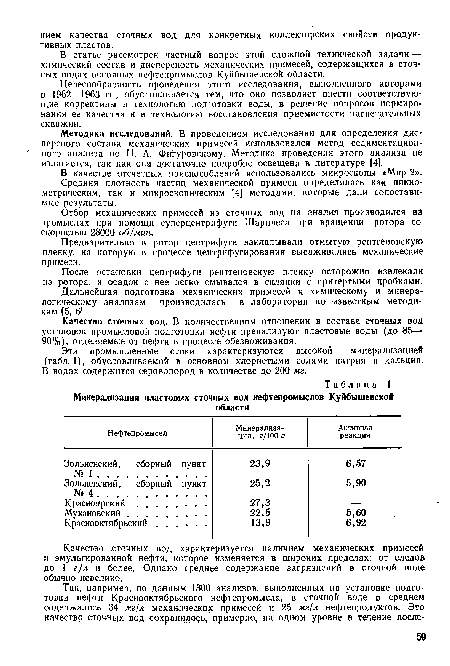
| Минерализация пластовых сточных вод нефтепромыслов Куйбышевской |
 |
Далее
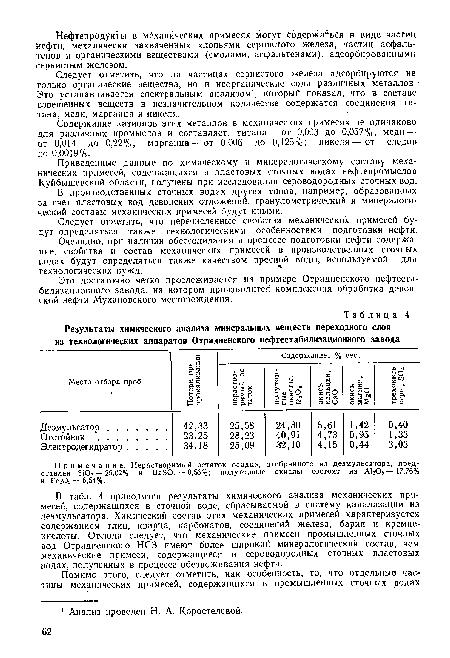
| Результаты химического анализа минеральных веществ переходного слоя из технологических аппаратов Отрадненского нефтестабилизационного завода |
 |
Далее
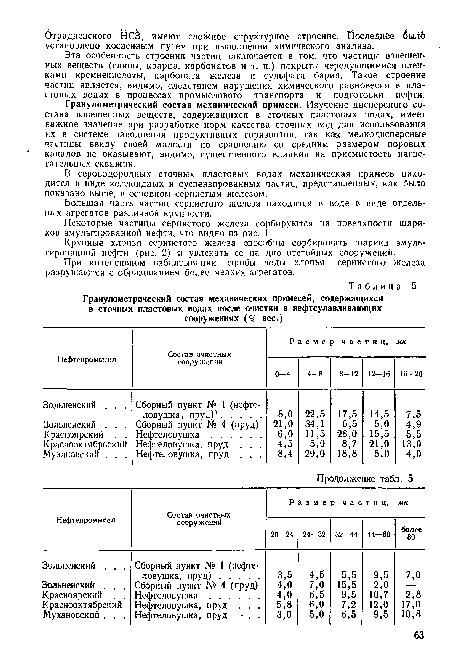
| Гранулометрический состав механических примесей, содержащихся в сточных пластовых водах после очистки в нефтеулавливающих сооружениях (% вес.) |
 |
Далее
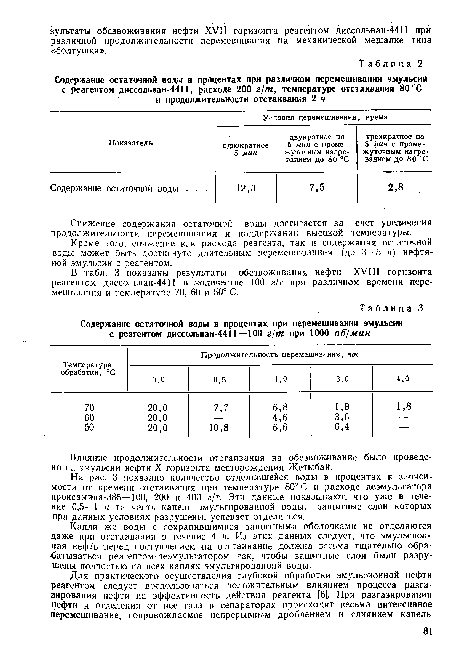
| Содержание остаточной воды в процентах при различном перемешивании эмульсии с реагентом диссольван-4411, расходе 200 г/т, температуре отстаивания 80 °С и продолжительности отстаивания 2 ч |
 |
Далее
| Содержание остаточной воды в процентах при перемешивании эмульсии с реагентом диссольван-4411—100 г/т при 1000 об ¡мин |
|
Далее
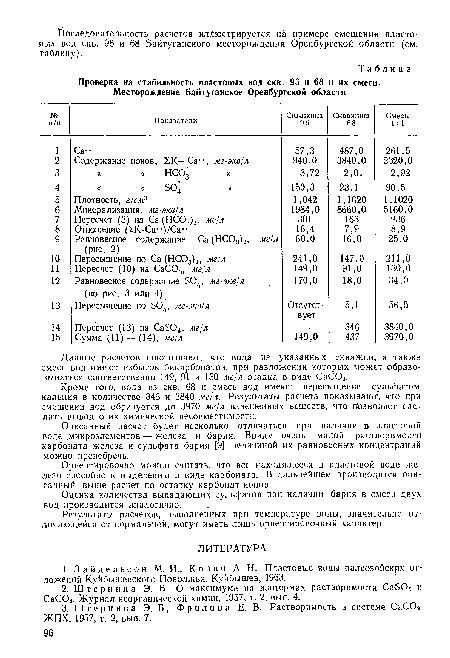
| Проверка на стабильность пластовых вод скв. 98 и 68 и их смеси. Месторождение Байтуганское Оренбургской области |
 |
Далее
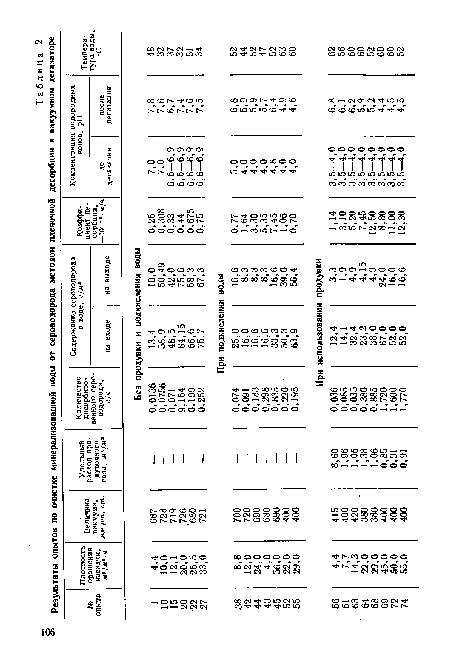
| Результаты опытов по очистке минерализованной воды от сероводорода методом пленочной десорбции в вакуумном дегазаторе |
 |
Далее
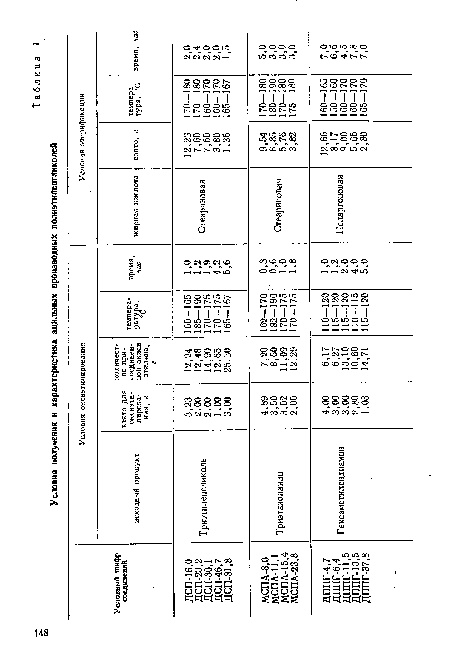
| Условия получения и характеристика ацнльных производных полиэтиленгликолей |
 |
Далее
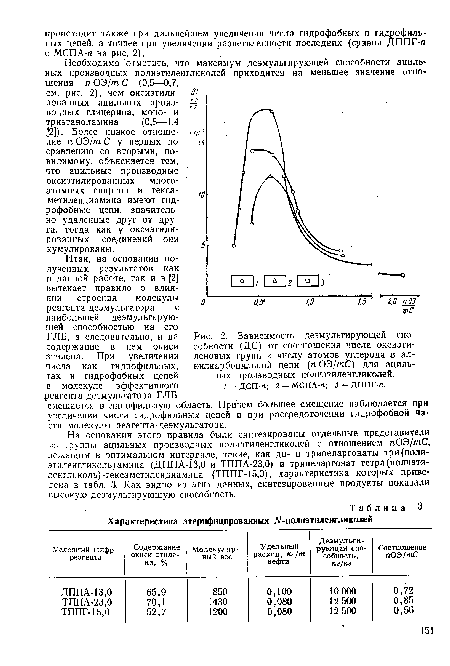
| Характеристика этерифицированных Л -полиэтиленгликолей |
 |
Далее
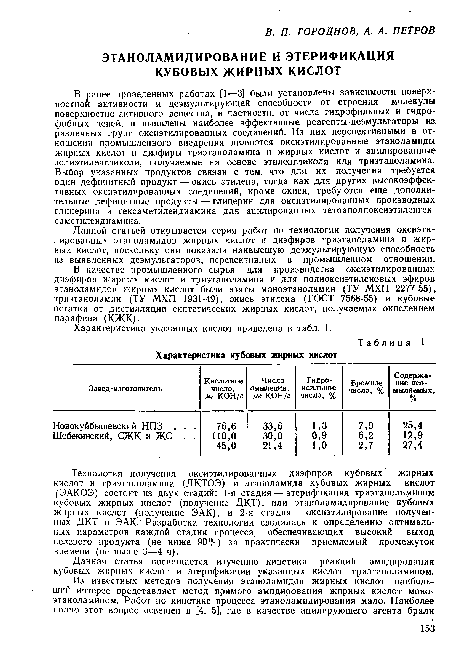
| Характеристика кубовых жирных кислот |
 |
Далее
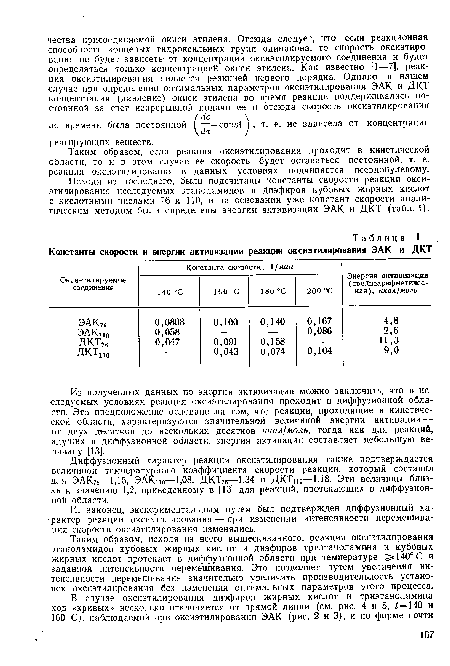
| Константы скорости и энергии активизации реакции оксиэтилирования ЭАК и ДКТ |
 |
Далее
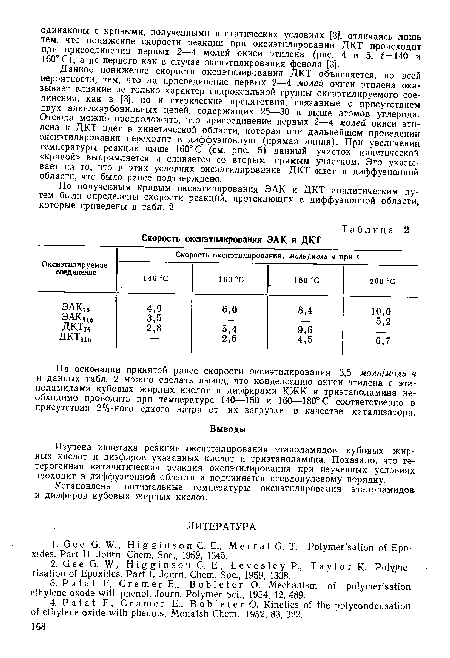
| Скорость оксиэтилирования ЭАК и ДКТ |
 |
Далее
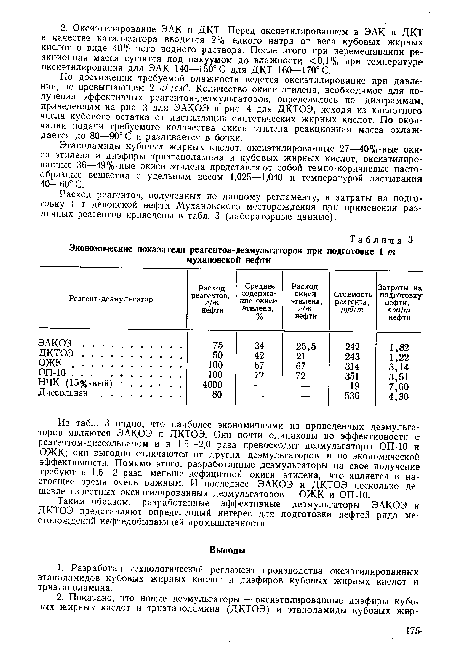
| Экономические показатели реагентов-деэмульгаторов при подготовке 1 т мухановской нефти |
 |
Далее
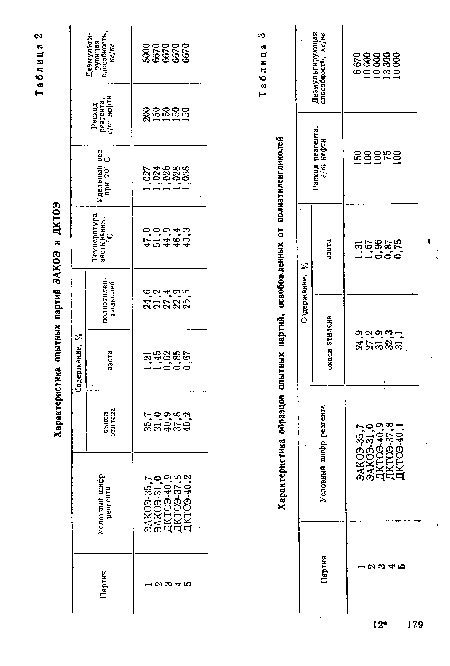
| Характеристика образцов опытных партий, освобожденных от полиэтиленгликолей |
 |
Далее
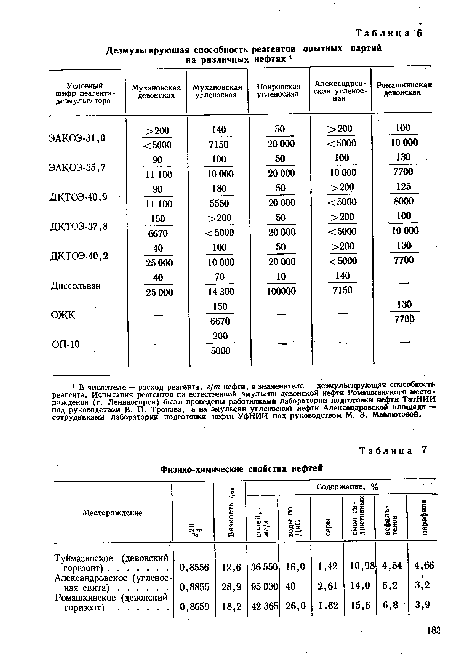
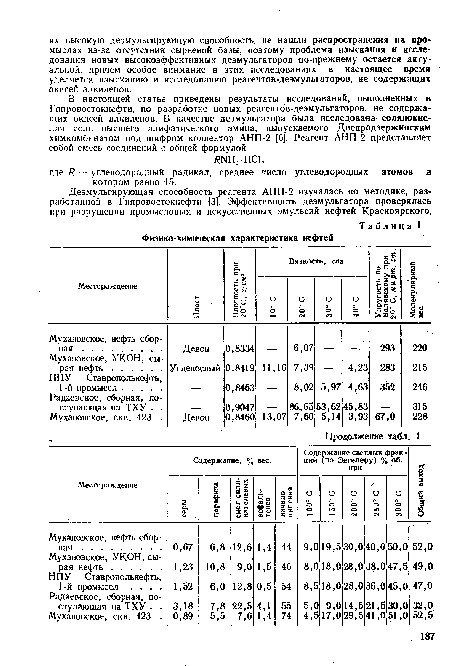
| Физико-химические свойства нефтей |
 |
Далее
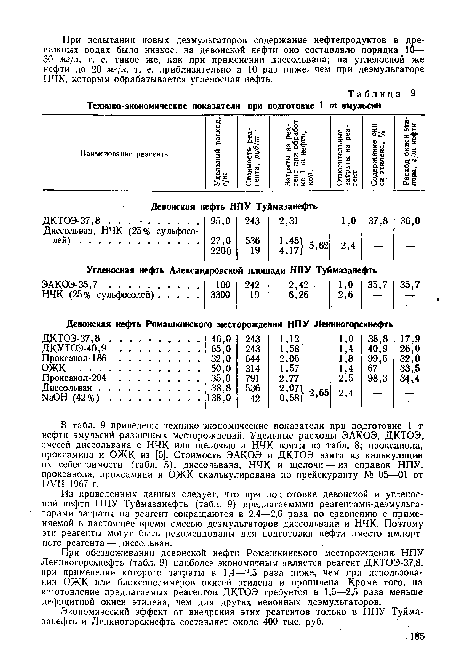
| Технико-экономические показатели при подготовке 1 т эмульсии |
 |
Далее
| Физико-химическая характеристика нефтей |
 |
Далее
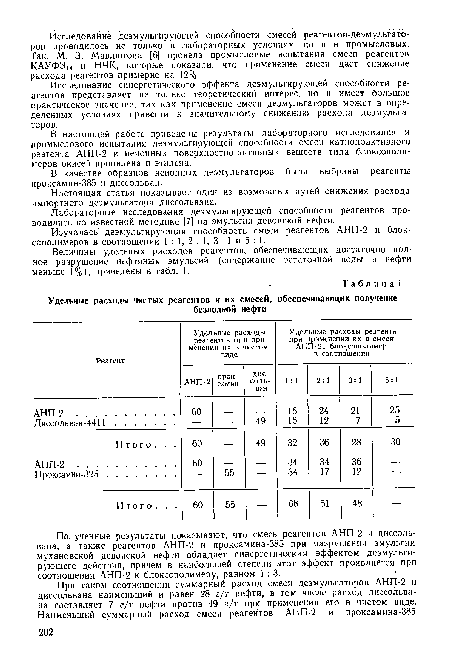
| Удельные расходы чистых реагентов и их смесей, обеспечивающих получение |
 |
Далее
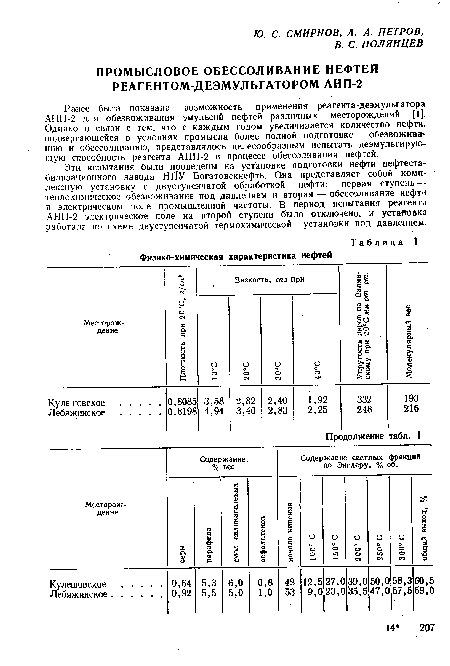
| Физико-химическая характеристика нефтей |
 |
Далее