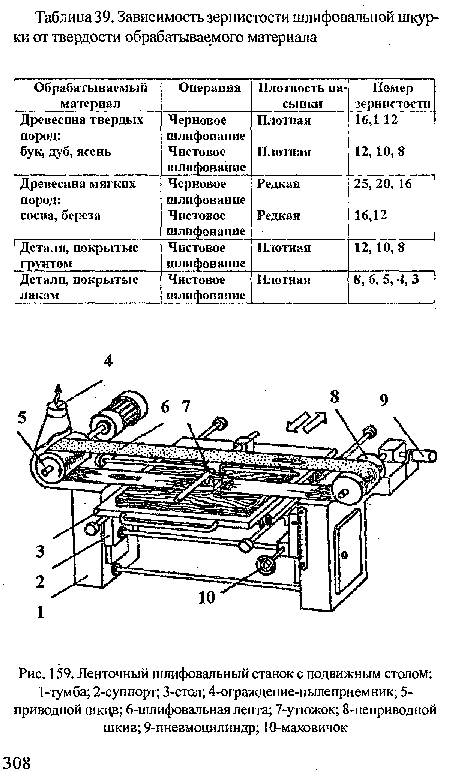
Ленточный шлифовальный станок с подвижным столом и коротким утюжком (рис. 159) предназначен для шлифования щитов. Станина станка выполнена в виде двух тумб 1, на которых размещены суппорты 2, переставляемые по высоте маховичком 10.[ ...]
Стол 3 перемещается вручную или от механического привода в поперечном направлении. Над столом расположена лента 6, которая надета на приводной 5 и неприводной 8 шкивы. Ленту натягивают с помощью винтового устройства с пневмоцилиндром 9.[ ...]
Шлифование производят при поперечном движении стола и продольном перемещении короткого утюжка 7, который прижимает ленту к обрабатываемой поверхности. Отходы шлифования улавливаются пылеприемником 4.[ ...]
Следует учесть, что скорость подачи и усилие прижима -величины взаимозависимые. При большой скорости и небольшом усилии прижима шкурки отдельные места поверхности не прошлифовываются, при малых подачах и больших давлениях возможны почернения и прижоги древесины. Поэтому, скорость подачи и усилие прижима устанавливают в зависимости от номера зернистости шкурки, породы древесины и условий шлифования по таблицам, которые имеются в руководстве по эксплуатации станка.[ ...]
Наладка ленточных станков. Перед установкой ленты необходимо проверить качество ее склеивания. Нельзя применять надорванные, неправильно склеенные шлифленты с неровными краями. При помощи маховичка уменьшают расстояние между шкивами и надевают ленту. Место склеивания размещают так, чтобы наружный конец шкива ( со стороны абразива) был направлен против рабочего движения ленты.[ ...]
Натяжение ленты регулируют, перемещая неприводной шкив или натяжной ролик. Нельзя слишком сильно натягивать ленту, так как это может привести к ее разрыву. Однако при слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться. Силу натяжения устанавливают в зависимости от прочности основы ленты и определяют по стреле прогиба ленты ( около 20 мм ) при легком нажиме на нее.[ ...]
Правильность набегания ленты проверяют, поворачивая шкивы вручную. При соскальзывании ленты ось шкива следует повернуть на небольшой угол рукояткой и зафиксировать стопорным устройством. После настройки станка включают систему отсоса пыли, производят пробную обработку деталей и проверяют их качество.[ ...]
В большинстве случаев отдельные участки детали шлифуют за несколько проходов. Качественное выравнивание достигается правильным регулированием давления на рукоятку утюжка и скоростью перемещения утюжка и стола. При приближении к кромкам давление следует снижать, чтобы не допустить их сошлифовывания.[ ...]
Для повышения качества и производительности шлифования рекомендуется укладывать на стол небольшие брусковые детали одновременно по несколько штук в ряд.[ ...]
Рисунки к данной главе:
| Ленточный шлифовальный станок с подвижным столом |
 |