Заготовку укладывают на стол станка, базируя ее по направляющей линейке и торцевому упору. Зазоры между линейкой и деталью не допускаются.[ ...]
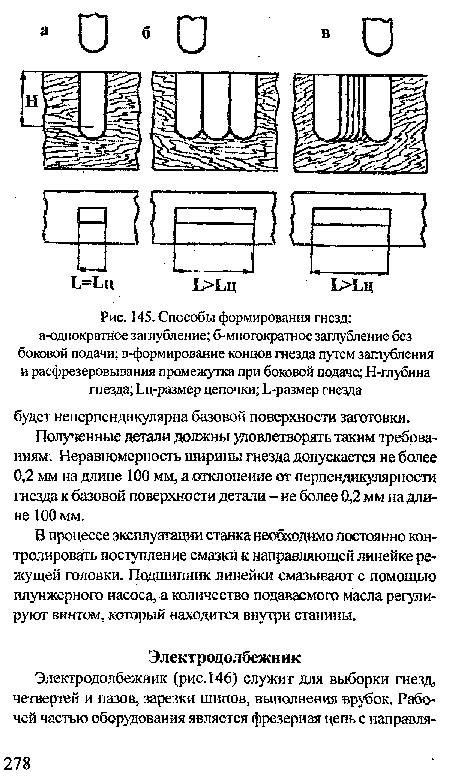
Если длина гнезда Ь совпадает с размером ширины режущей головки Ьц, то для образования гнезда достаточно однократного осевого перемещения цепочки на заданную глубину гнезда Н (рис. 145 а ). Чтобы получить гнездо большей длины, древесину выбирают сначала в левом конце гнезда, затем в правом, а после оставшуюся перемычку расфрезеровывают повторным опусканием суппорта фрезерной головки сверху вниз с последующей зачисткой дна гнезда ( рис. 145 б ).[ ...]
Полученные детали должны удовлетворять таким требованиям. Неравномерность ширины гнезда допускается не более 0,2 мм на длине 100 мм, а отклонение от перпендикулярности гнезда к базовой поверхности детали - не более 0,2 мм на длине 100 мм.[ ...]
В процессе эксплуатации станка необходимо постоянно контролировать поступление смазки к направляющей линейке режущей головки. Подшипник линейки смазывают с помощью плунжерного насоса, а количество подаваемого масла регулируют винтом, который находится внутри станины.[ ...]
Для выполнения различных выборок долбежник комплектуют сменными комплектами цепей и шин различной ширины.[ ...]
Выборку гнезд электродолбежником выполняют по рискам или шаблону. Для чего, установив и закрепив поперечную линейку соответственно расстоянию от кромки бруса до гнезда, ставят долбежник на место выборки. Взявшись правой рукой за рабочую рукоятку (над фрезерной цепью), а левой - за рукоятку 9, запускают двигатель и опускают цепь долбежника вниз по стойкам до соприкосновения с древесиной. По мере выборки древесины долбежник опускают на требуемую глубину, соответствующую нужному размеру. Подача цепи должна быть легкой и равномерной. Во время работы нужно следить за тем, чтобы поперечная планка (упор) была постоянно прижата к детали, большие гнезда зарезают сначала с концов, а затем выбирают середину.[ ...]
Рисунки к данной главе:
| Способы формирования гнезд |
 |