Соединения на шипах широко применяют при сборке столярных изделий, а также при сращивании коротких брусков для получения длинномерных материалов.[ ...]
Изделия, отдельные элементы которых соединяют при помощи шипов, могут быть выполнены в виде рамок и ящиков. К изделиям рамочной конструкции относятся оконные переплеты, коробки, двери, форточки, различные элементы мебели. Рамочная конструкция может быть собрана из двух продольных и двух поперечных брусков без промежуточных связывающих элементов или с серединными брусками в виде переплетов или решеток. Шиповые соединения в основном выполняют на клею, иногда для повышения прочности их дополнительно усиливают металлическими крепежными деталями. По месту расположения в изделии шиповые соединения бывают угловые, серединные и концевые.[ ...]
Угловые шиповые соединения осуществляют при помощи плоских прямоугольных ( рамных) или клиновых (зубчатых) шипов ( рис. 130). Рамное шиповое соединение бывает на сквозной одинарный (рис. 130а)двойной (рис. 130 6) или тройной (рис. 130 в) шип и соответствующую ему проушину. Обычно шипы вырезают на коротких (поперечных) брусках рамки, а проушины - на длинных (продольных).[ ...]
Кроме открытых сквозных соединений бывают шиповые соединения несквозные - на шип с полупотемком или потем-ком. В этом случае торцовая грань ( вершина) шипа скрыта или частично выступает на боковую внешнюю поверхность рамки. В столярной практике используют также шиповые соединения на ус с применением вставных круглых шипов ( шкантов) или плоских шипов. Концы соединяемых брусков в этом случае предварительно торцуют под углом 45°.[ ...]
Клиновые шипы для углового концевого соединения ( рис. 130 г) формируют с одинаковым для обоих брусков шагом на предварительно торцованных под углом 45 ° концах. Чтобы острые концы шипов не выступали на внешних углах рамки, перед сборкой на торцах заготовок заранее делают фаску 7 под углом 45 ° размером, равным высоте шипа. Угловые соединения при помощи клиновых шипов обеспечивают достаточную прочность и надежность.[ ...]
Угловое концевое соединение широких досок при сборе ящиков или коробок осуществляют с помощью прямоугольных шипов (рис. 130 б, в) и шипов “ласточкин хвост” с плоскими (рис. 130 д) или округленными (рис. 130 е) гранями. У мебельных ящиков шипы “ласточкин хвост” делают с лицевой стороны закрытыми (рис. 130 ж). При этом лицевая стенка должна быть толще боковой.[ ...]
Шиповые соединения по длине ( сращивание) выполняют с помощью клиновых ( зубчатых) шипов. Клиновые шипы могут быть с торцовыми гранями или остроконечные. Грани шипов делают плоскими или фасонными в зависимости от применяемого режущего инструмента. Наиболее широко распространены клиновые шипы, показанные на рис. 132. Основные параметры соединения - длина шипа Ь и шаг соединения I. Шипы затупляют, чтобы в стыках после запрессовки оставался зазор в.[ ...]
По длине различают длинные (30-50 мм), средние (10 -20 мм) и мелкие (3-5 мм) шипы. Стандартные размеры шипов приведены в таблице 17. В зависимости от расположения шипов по отношению к пласти склеиваемых заготовок зубчатые соединения могут быть трех типов: вертикальные, горизонтальные, диагональные.[ ...]
Торцовое давление запрессовки устанавливают в зависимости от геометрических параметров зубчатого соединения, размеров поперечного сечения заготовки и породы склеиваемой древесины. Чем меньше длина шипа, тем выше давление запрессовки. Основная характеристика зубчатого клеевого соединения - его прочность. Существует две категории относительной прочности: 1 - не менее 75 % прочности цельной древесины и II категория - не менее 60 %.[ ...]
Отдельные элементы шипа имеют разное функциональное назначение и по-разному влияют на качество углового соединения, поэтому требования к точности их обработки различны. Наиболее важные размеры-толщина шипа и ширина проушины, так как в основном они определяют прочность и долговечность шипового соединения.[ ...]
Рисунки к данной главе:
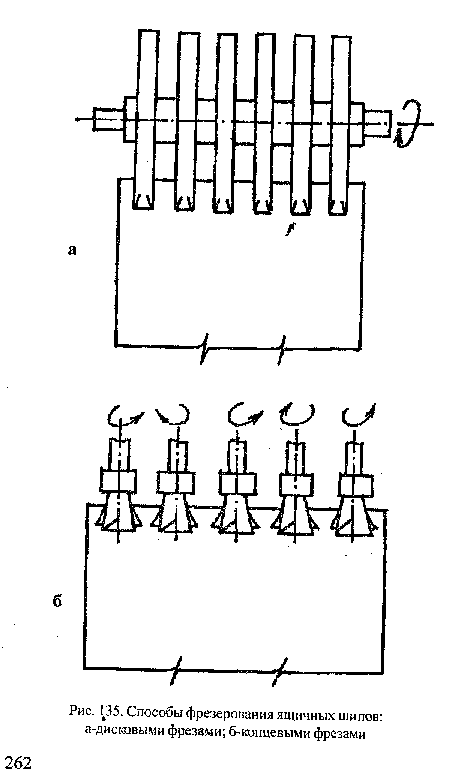
| П5. Способы фрезерования ящичных шипов |
 |
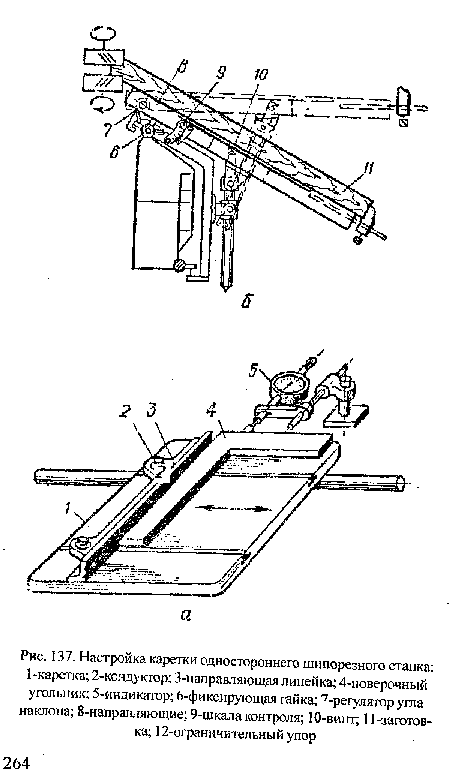
| Настройка каретки одностороннего шипорезного станка |
 |
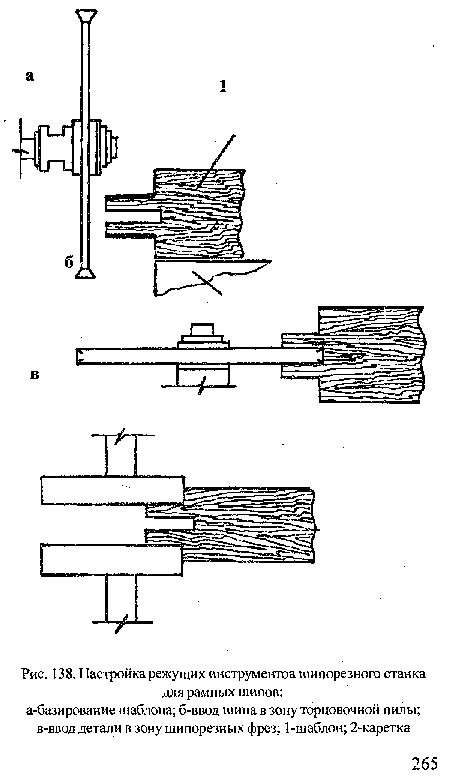
| Настройка режущих инструментоа шипорезного станка для рамных шипов |
 |