Определяя режим работы, следует помнить, что окружная скорость различных точек торцевых режущих кромок сверла разная. Самую большую скорость резания имеют точки, более всего удаленные от оси сверла. По мере приближения к центру сверла окружная скорость главного движения уменьшается.[ ...]
В зависимости от характера сверления выбирают тип и диаметр сверла или концевой фрезы. Необходимо помнить, что сверладля сверления вдоль волокон нельзя применять для сверления отверстий перпендикулярно волокнам. Угол заточки спиральных сверл должен соответствовать направлению сверления относительно волокон древесины.[ ...]
Диаметр сверла выбирают в зависимости от размера отверстия, учитывая, что диаметр полученного отверстия будет больше диаметра сверла на 0,2-0,35 мм вследствие его биения.[ ...]
Стол по высоте регулируют так, чтобы при крайнем верхнем положении шпинделя расстояние от вершины сверла до рабочей поверхности стола было на 25 мм больше высоты обрабатываемой детали. Если возникает необходимость в наклонном отверстии, стол поворачивают на требуемый угол. Положение стола регулируют маховичком, а величину перемещения отсчитывают по шкале.[ ...]
Упоры, ограничивающие ход стола, выставляют в зависимости от длины гнезда При сверлении отверстий стол станка фиксируют стопорным устройством. Ход гильзы со шпинделем ограничивают упором, который устанавливают по высоте в зависимости от глубины отверстия или гнезда. Торцевые упоры, базирующие заготовку, регулируют в зависимости от условий работы.[ ...]
Различают сверление отверстий по разметке, по упорам и с применением кондукторов ( шаблонов ).[ ...]
Шаблоны используют для сверления нескольких отверстий в щитовых деталях. При этом расположение отверстий шаблона соответствует расположению отверстий готовой детали.[ ...]
Во всех случаях сверления скорость подачи шпинделя зависит от диаметра, глубины и расположения высверливаемого отверстия по отношению к волокнам древесины.[ ...]
После наладки сверлят пробные отверстия и контролируют их диаметр и положение калибром или измерительным инструментом. Отклонение оси отверстия базовой поверхности детали от перпендикулярности допускается не более 0,15 мм на длине 100 мм.[ ...]
Рисунки к данной главе:
| Настройка вертикального сверлильно-пазовального станка |
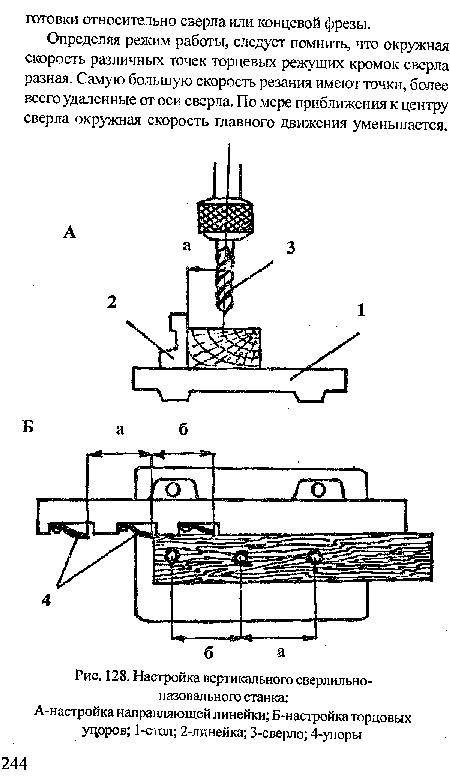 |