Доску кладут на стол и ориентируют ее относительно пилы так, чтобы обеспечить правильное направление линии реза Положение пилы на станках с закрытой пилой обычно отмечено контрольной риской на кожухе прижимного устройства.[ ...]
Ориентацию материала необходимо выполнять с особой тщательностью, так как неправильное первоначальное положение заготовки в процессе пиления исправить невозможно, в результате получится брак или резко снизится выход годных деталей. Раскраивают пиломатериалы по разметке или упорам, вырезая недопустимые пороки и выкраивая в первую очередь длинные отрезки, следя за тем, чтобы заготовка плавно прилегала к линейке. Обрезные доски подают в станок, базируя их кромкой по направляющей линейке. Продольный раскрой ведут на заданный размер по ширине заготовки, для чего направляющую линейку устанавливают от диска на расстоянии, равном сумме ширины заготовки и половины развода пилы.[ ...]
При опиловке кромки необрезной доски направляющую линейку не используют. Заготовку продвигают вперед под прижимные ролики. После захвата подающим конвейером заготовку надо придерживать, не изменяя направления ее движения. Помощник в это время находится позади станка, принимает выпиленные детали, рейки, срезы, сортирует их и укладывает в штабель. Если представляется возможность выпилить еще одну деталь из оставшейся части заготовки, ее возвращают для повторного пропуска через станок. Для возврата таких заготовок желательно иметь рядом возвратный роликовый конвейер.[ ...]
Если при нарушении подачи требуется извлечь заготовку из станка, то его отключают; а затем вынимают ее в сторону обратную подаче. После этого производят дополнительную регулировку станка. В процессе работы необходимо периодически проверять размеры выпиливаемых деталей и шероховатость поверхности пропила.[ ...]
Рисунки к данной главе:
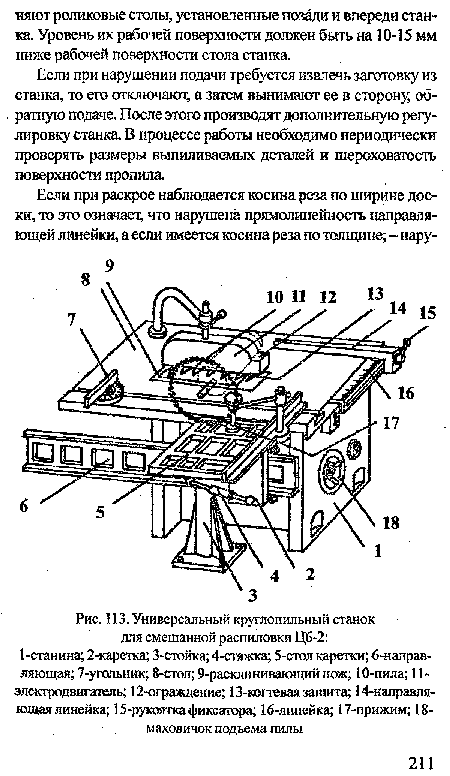
| Универсальный круглопильный станок для смешанной распиловки Ц6-2 |
 |