В зависимости от вида поперечного раскрои разл ичают круглопильные станки для поперечной торцовки досок по длине на заготовки и окончательной чистовой торцовки деталей с целью получения точного размера.[ ...]
Рабочий ход пилы осуществляется при помощи гидропривода подачи суппорта нажатием на педаль.[ ...]
Наладка станков. На станках для предварительной торцовки досок используют плоские круглые пилы с разведенными зубьями. Если есть необходимость в высоком качестве раскроя, используют пилы с пластинами из твердых сплавов. Такие пилы можно использовать и для смешанного раскроя древесины, а также древесностружечных и столярных плит, обклеенных шпоном щитов, клееной древесины.[ ...]
Перед установкой пилы на шпиндель необходимо проверить качество ее подготовки. Следует также проверить состояние прижимной шайбы и посадочной шейки вала. Опорные поверхности шайб должны быть очищены от грязи и установлены перпендикулярно оси вращения шпинделя. Допускается торцевое биение поверхности шайбы не более 0,02 мм на диаметре 100 мм. Пилу надевают на вал электродвигателя и надежно крепят гайкой. Пильный суппорт регулируют по высоте так, чтобы зубья пилы располагались в пазу стола на 5-6 мм ниже его рабочей поверхности. Настроечные перемещения осуществляют маховичком путем подъема или опускания колонки совместно с суппортом. После настройки по высоте колонку фиксируют стопорным устройством.[ ...]
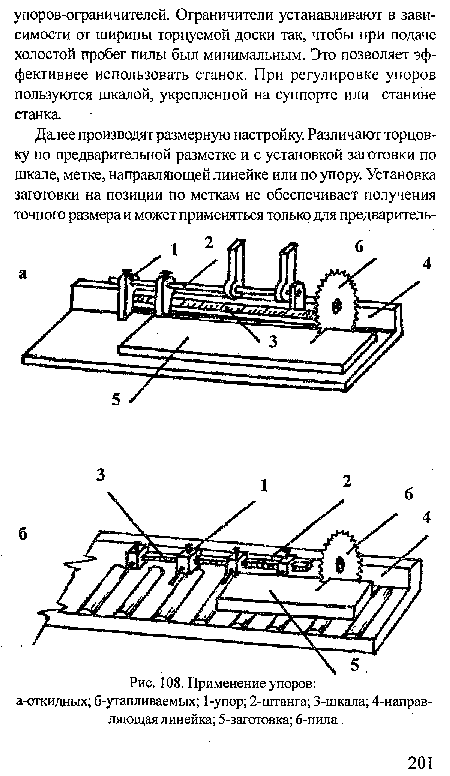
Для повышения производительности при торцовке деталей разной длины используют несколько упоров с ручным или автоматическим управлением (рис. 108). Упоры 1, укрепляемые на штанге 2, могут, переставляться на необходимую длину отпиливаемой детали. Для точного перемещения упоров используют шкалу 3 на направляющей линейке 4. Расстановку упоров проверяют методом контроля длины деталей, полученных при пробной распиловке. При необходимости расположение упоров регулируют.[ ...]
Скорость подачи в станках с гидроприводом регулируют изменением числа ходов суппорта в минуту. Число ходов устанавливают в зависимости от породы древесины и размеров сечения расп иливаемой заготовки. При торцовке древесины твердых пород используют меньшее число ходов суппорта, чем при раскрое древесины мягких пород.[ ...]
После подготовки и наладки станка приступают к распиловке. Выпиленные детали должны удовлетворять следующим требованиям: отклонение от перпендикулярности торца и пласта детали допускается не более 0,2 мм на длине 100 мм; шероховатость поверхности резания должна быть не более 320-500 мкм. Перпендикулярность проверяют угольником.[ ...]
Работа на станках. Изначальная технологическая операция заключается в правильной ориентировке доски на роликовом столе. Подавать ее к пиле надо так, чтобы обрезать дефектный конец доски и выровнять ее торец. Для этого станочник, находясь справа от пилы, обеими руками прижимает доску к направляющей линейке и упору, а с помощью педали включает подачу пилы. Нужно следить за тем, чтобы доска была перпендикулярна пиле, а кромка доски касалась направляющей линейки, так как при перекосе доски не будет достигнута перпендикулярность торца кромки. Прижимая доску к линейке, необходимо держать руки на безопасном расстоянии от пилы (не ближе 300-400 мм).[ ...]
Рисунки к данной главе:
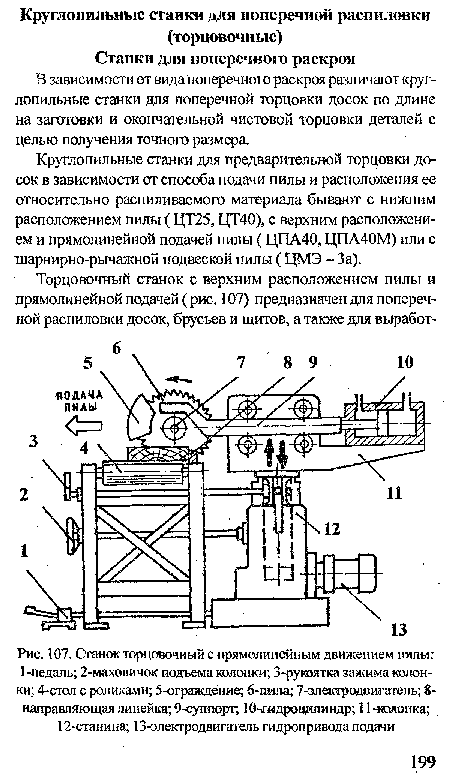
| Станок торцовочный с прямолинейным движением пилы |
 |
| Применение упоров |
 |