Продольно-фрезерные фуговальные станки предназначены для плоскостною продольного фрезерования одной или двух смежных сторон заготовки.[ ...]
Передний стол 5 опущен по отношению к верхней базирующей окружности резания на толщину снимаемого слоя с заготовки. С целью использования всей длины ножей направляющая линейка 6 имеет возможность перемещаться вдоль стола.[ ...]
Если есть необходимость еще более уменьшить усилие прижима заготовки к столу, задействуются станки с конвейерной подачей (рис. 79 б), здесь сила вальцов заменяется распределительной силой прижима конвейера, который снабжен подпружиненными пальцами 8. Ввиду того, что конвейер подает заготовку одновременно многими пальцами, он работает надежнее вальцового и минимально воздействует на заготовку, сохраняя ее изначальную форму.[ ...]
Полностью прогиб заготовок устраняется толкающим конвейером или вакуумным прижимом. На рис. 80 (фрагменты А, В) дается схема станка, который оборудован конвейерами с толкающим и прижимным упорами. Прижимным будет верхний конвейер. Упоры действуют на заготовку и преодолевают все горизонтальные силы сопротивления подаче, а подпружиненные упоры над пластью заготовки прижимают последнюю к столу с силой, которая лишь немного превышает вертикальную силу резания.[ ...]
На фрагменте В рис. 80 прижим заготовки осуществляется за счет вакуума, создаваемого насосом, выкачивающим воздух через щели в столе.[ ...]
Важным моментом, предшествующим обработке, является правильный выбор черновых технологических баз и направления волокон древесины по отношению к направлению подачи.[ ...]
Размеры неровностей на фрезерованных поверхностях и их шероховатость во многом зависят от угла подачи между направлением волокон древесины и вектором скорости подачи. Так, при подаче вдоль волокон со скоростью 12 м/мин шероховатость обработанной поверхности составляет 60 - 100 мкм, а при подаче против волокон ( встречный косослой) достигает 320 мкм. Таким образом, только правильной ориентацией заготовок, подаваемых в станок, можно добиться значительного увеличения скорости подачи и соответственно производительности при сохранении заданного уровня шероховатости.[ ...]
Подача материала в станок осуществляется в такой последовательности.[ ...]
Прижимая к столу и направляющей линейке заготовку сбоку левой рукой, правой рукой ее подают на ножевой вал. При движении передний торец заготовки отодвигает веерное ограждение, обеспечивая доступ к вращающимся ножам.[ ...]
Если у детали нужно выровнять две поверхности, то сначала фрезеруют пласть, а затем кромку, прижимая деталь ранее обработанной поверхностью к направляющей линейке. На двусторонних станках эти операции выполняют за один проход.[ ...]
Рисунки к данной главе:
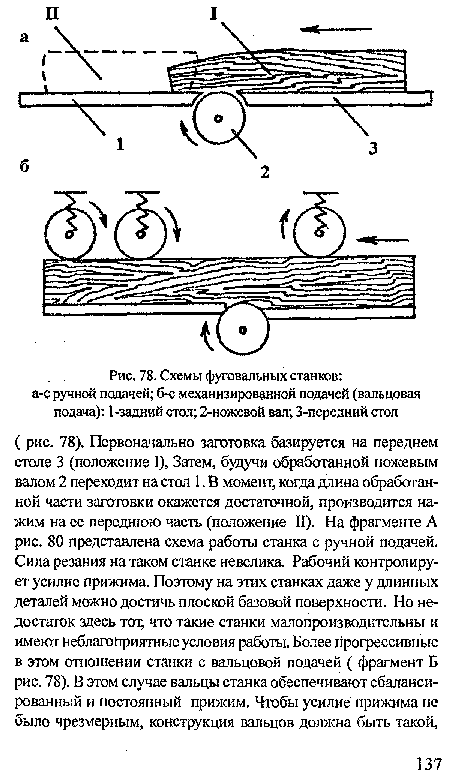
| Схемы фуговальных станков |
 |
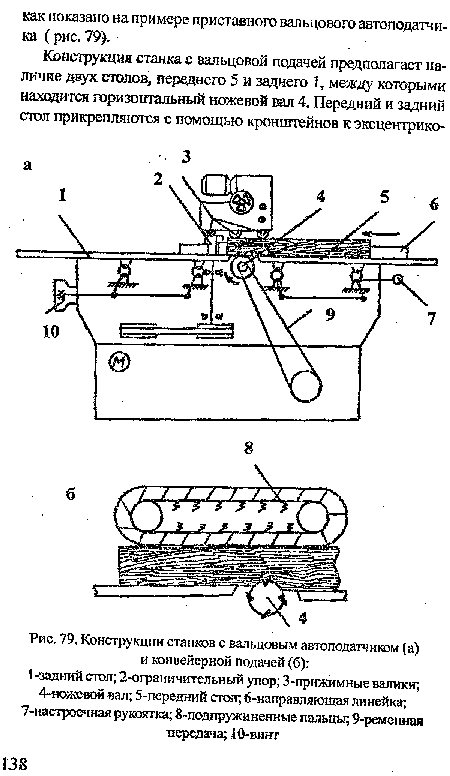
| Конструкции станков с вальцовым автоподатчиком (а) и конвейерной подачей (б) |
 |