На рис. 50 показан технологический процесс изготовления ручки для напильника или стамески. Как обычно, работу начинают с чертежа, где проставляют основные размеры ( рис. 51). Элементами ручки являются буртик и выемка. Буртик необходим для насаживания на него отрезка металлической трубы, которая предохранит ручку от растрескивания в процессе насадки ее на напильник. Выемка позволяет удобно удерживать инструмент при работе.[ ...]
Следующий этап - это выбор материала. В нашем случае лучшим материалом будет ясень или клен. Заготовка должна быть цилиндрической формы (можно предварительно обстрогать ножом или топором), без сучков и трещин. Размеры заготовки должны быть больше размеров изделия на 20 - 30 %. Кроме того, необходимо предусмотреть припуск по дайне не менее 80 мм со стороны патрона и не менее 50 мм с обратной стороны. Далее заготовку крепят в центрах.[ ...]
Для установки детали в трезубец помечают карандашом центр ее торцевой поверхности, затем устанавливают центральное острие насадки в намеченный центр и легким ударом молотка по насадке намечают точки вхождения трезубца в заготовку. Делают пропил по диаметру заготовки через эти три точки глубиной 3-4 мм или с помощью дрели углубляют места для клыков и центра трезубца.[ ...]
Обточив всю заготовку по длине до необходимого размера окружности с припуском в 3 - 4 мм, приступают к разметке и точению элементов изделия - буртика и выемки. Профиль буртика лучше всего точить полукруглой радиусной стамеской. Точение выполняют плавно, проверяя глубину выемки шаблоном.[ ...]
После черновой обработки переходят к чистовой при помощи плоской стамески. Получив в результате чистового точения нужные размеры и необходимую чистоту поверхности после шлифования мелкозернистой наждачной шкуркой, деталь обрезают по длине. Срез зашлифовывают.[ ...]
Рисунки к данной главе:
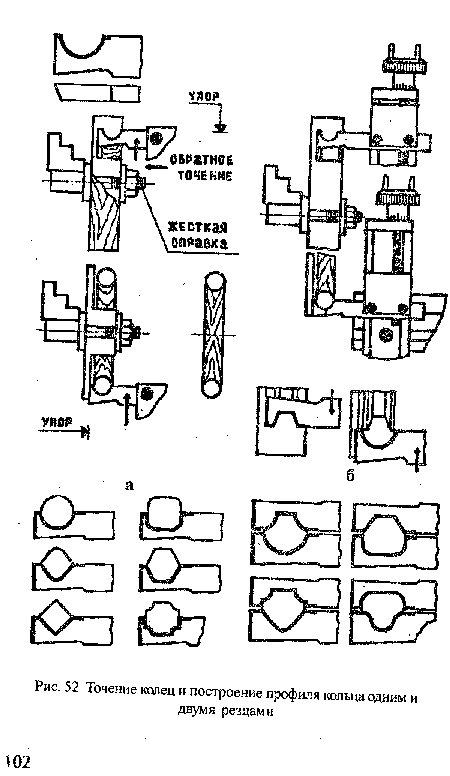
| Точение ксшец и построение профиля кольца одним и двумя резцами |
 |