Чтобы обеспечить качественную обработку, прежде всего необходимо выполнить базирование и закрепление заготовки в требуемом положении относительно рабочих органов станка. Базирование детали - процесс сохранения ориентирован-■ ного положения детали в станке на период ее обработки. Это довольно ответственный этап, поскольку качество его выполнения определяет точность обработанной детали. В зависимости от вида контакта заготовки с элементами станка различают подвижное и неподвижное базирование (рис. 15).[ ...]
Элементы для базирования обрабатываемых деталей имеют множество конструктивных исполнений. Это столы, направляющие линейки, упоры, патроны, планшайбы токарных станков. Столы для неподвижного базирования деталей изготовляют массивными в виде плит с плоской рабочей поверхностью. Стол для подвижного базирования детали должен иметь гладкую поверхность с малым коэффициентом трения скольжения. В процессе работы кромка стола, примыкающая к режущему инструменту, изнашивается интенсивнее. Поэтому указанную его часть оснащают съемной стальной накладкой. На столе обычно монтируют направляющие линейки или уголки. Часто столы выполняют в виде роликового конвейера или оборудуют роликами. При проходной обработке используют боковые и верхние прижимы, которые делают в виде колодки (рис. 16 а), подпружиненного башмака (рис. 16 б), гибких пластин (рис.[ ...]
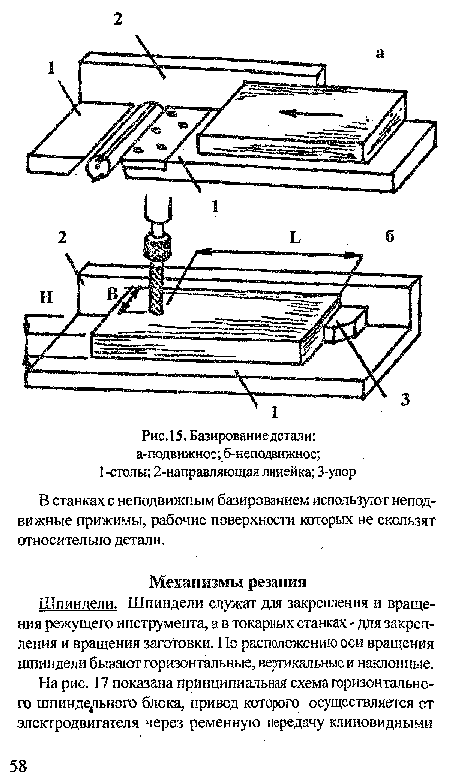
В станках с неподвижным базированием используют неподвижные прижимы, рабочие поверхности которых не скользят относительно детали.[ ...]
Рисунки к данной главе:
| Базирование детали |
 |