Термическая обработка металлических изделий и инструмента производится в специальных печах; после такой обработки изделия закаливаются в воде или масле.[ ...]
Сточные воды термических цехов относятся к слабоконцентрированным водам. Основными их загрязнителями являются окалина и масла.[ ...]
Ориентировочные данные о составе сточных вод этих цехов приведены в табл. ХШ-1.[ ...]
Дальнейшая обработка изделий производится в ваннах для травления или металлопокрытия.[ ...]
Процесс травления изделий из цветных металлов включает те же технологические операции, что и травление черных металлов: собственно травление, промежуточную и окончательную промывку, иногда промежуточную нейтрализацию.[ ...]
Некоторые легко растворимые в щелочах металлы подвергаются травлению в щелочных ваннах с 10—20%-ным раствором едкого натра или калия.[ ...]
Гальванические покрытия наносятся на поверхность металлических изделий в процессе электролиза в ваннах, заполненных электролитом. Последний периодически очищается от накопившегося шлама путем фильтрации.[ ...]
Процессу покрытия предшествует подготовка поверхностей изделий, заключающаяся в их механической очистке, обезжиривании и травлении.[ ...]
Обезжиривание производится химическим или электролитическим методами. В качестве растворителей при химическом обезжиривании применяются растворы едкого натра, соды, поташа, фосфорнокислого и кремнекислого натрия, а также такие органические растворители как керосин, бензин и три-хлорэтилен.[ ...]
При травлении (декапировании) применяется 5—10%-ная • серная или соляная кислота, а для медных и латунных изделий 3—5%-ный раствор цианистого калия.[ ...]
Рисунки к данной главе:
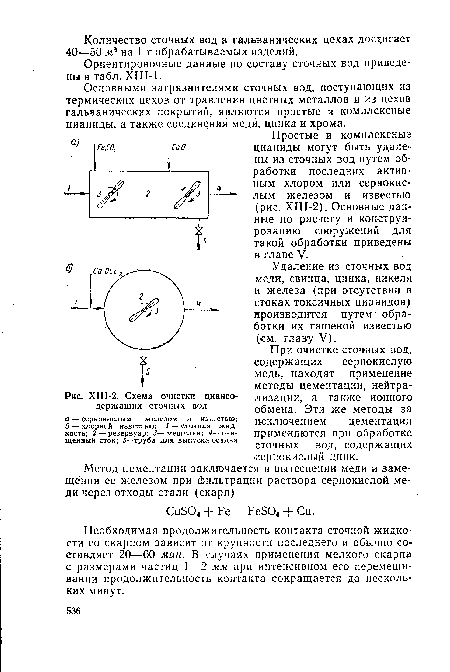
| ХШ-2. Схема очистки циансодержащих сточных вод |
 |
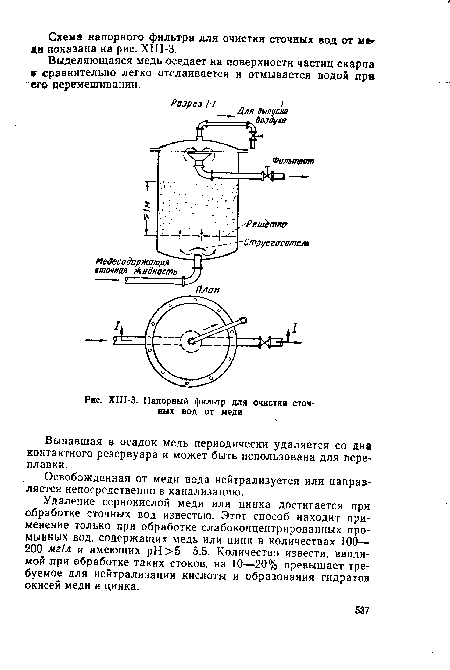
| ХШ-З. Напорный фильтр для очистки сточных вод от меди |
 |
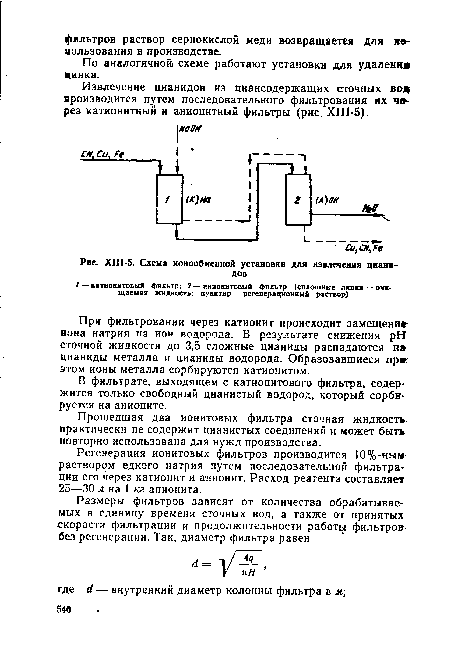
| ХШ-5. Схема ионообменной установки для извлечения цианидов |
 |