Большие возможности для использования текстильных отходов представляет производство нетканых материалов, которые изготавливают из волокон, минуя стадию выработки пряжи.[ ...]
Технология производства нетканых материалов имеет следующие преимущества: сокращение производственного цикла и интенсификация производства; использование регенерированных волокон; возможность быстрой смены ассортимента выпускаемой продукции; низкая себестоимость продукции; сокращение энергозатрат и расхода материальных ресурсов.[ ...]
Аэродинамическое формование холста осуществляется с помощью воздушного потока, который транспортирует волокно в зону образования холрта. При этом способе холст формируется на поверхности перфорированного барабана или сетчатого конвейера. Предварительно разрыхленные и смешанные волокна отделяются от разрабатывающих элементов холстообразователя с помощью воздушной струи и транспортируются к месту образования холста. Отличительные особенности данного способа холстообразования: возможность изготовления изотропного холста; возможность перерабатывать волокна, значительно отличающиеся по своим свойствам и длине; возможность быстрого изменения развеса холста; высокая производительность.[ ...]
Холсты, полученные аэродинамическим способом, могут использоваться при изготовлении линолеума, прокладок, тепло-, шумоизоляционных материалов, наполнителей для подушек, матрацев, спальных мешков и других изделий.[ ...]
Технология аэродинамического холстообразования ясна из схемы, приведенной на рис. 7.6. Предварительно разрыхленные волокна подаются на быстро вращающийся расчесывающий барабан и захватываются им с помощью специальной гарнитуры. Под действием центробежной силы и воздушного потока волокна отделяются от гарнитуры барабана и транспортируются на поверхность перфорированного барабана или сетчатого конвейера. Одним из главных технических параметров процесса является скорость воздушного потока. При малой скорости волокно плохо прижимается к перфорированному барабану (или сетчатому конвейеру) и происходит сдвиг волокнистой массы, что приводит к неравномерности полотна. При большой скорости отверстия барабана забиваются волокном. Для оптимальной работы оборудования целесообразно поддерживать скорость воздушного потока в пределах 10—15 м/с. Скорость формирования холста достигает 80 м/мин.[ ...]
Гидродинамический способ холстообразования (его иногда называют мокрым или бумагоделательным) реализуется с помощью водной среды, которая является одновременно дисперсионной средой для волокна и транспортирующим агентом для его перемещения в зону образования холста.[ ...]
Скорость выпуска холста этим способом на современных машинах достигает 400 м/мин при ширине полотна 5 м. Этим способом можно формировать холсты для изготовления тяжелых и среднетяжелых нетканых материалов, используемых в производстве линолеума, геотекстильных материалов, фильтров с большой плотностью, гидро- и электроизоляционных материалов.[ ...]
Производство нетканых текстильных материалов из сформированного волокнистого холста осуществляется иглопробивным, вязально-прошивным и клеевым способами.[ ...]
Этим способом целесообразно получать НТМ, для которых эксплуатационные характеристики не зависят от различий в свойствах образующих волокон. Такими изделиями являются среднетяжелые и тяжелые материалы, где разница в свойствах волокон нивелируется за счет больших толщин холста. По этой технологии изготавливают НТМ для производства: напольных покрытий (ковров); технических войлоков; объемных прокладок для швейной промышленности; тепло-, звукоизоляционных материалов; фильтровальных материалов и др.[ ...]
Рисунки к данной главе:
| Схема аэродинамического формирования холста НТМ |
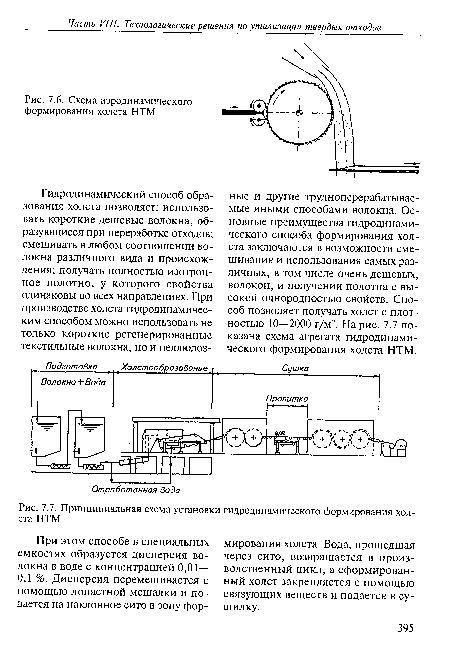 |
| Принципиальная схема установки гидродинамического формирования холста НТМ |
|