После сеточного стола, когда сухость бумажного полотна достигает 18—21 %, для дальнейшего обезвоживания бумаги необходимо приложить усилия, более интенсивные, чем на сеточном столе. Это осуществляется в прессовой части бумагоделательной машины, по мере прохождения которой одновременно с повышением механической прочности бумажного полотна усиливается и допустимое воздействие на него, способствующее дальнейшему обезвоживанию вплоть до достижения полотном бумаги сухости 25—42 %, (иногда даже до 45 %). Одновременно в процессе прессования изменяются многие свойства. бумаги, связанные с ее уплотнением и упрочнением: повышается ее плотность и прозрачность, снижаются пористость, воздухопроницаемость и впитывающая способность.[ ...]
При выработке большинства видов бумаги прессовая часть бумагоделательной машины состоит из двух-трех последовательно установленных прессов. Иногда число прессов возрастает до четырех и даже до пяти (при выработке жиронепроницаемых видов бумаги). В отдельных случаях, при выработке пухлых видов бумаги санитарно-гигиенического назначения, изготовляемых из массы садкого помола, бумагоделательная машина оборудуется всего лишь одним прессом.[ ...]
По числу валов, составляющих пресс, прессы бывают двух-вальные или трехвальные (сдвоенные). Двухвальные прессы могут быть прямыми, обратными и сглаживающими (офсетными). Схема установки таких двухвальных прессов показана на рис. 62.[ ...]
Величина бомбировки, т. е. разность между диаметрами вала посередине и его концам, зависит от длины и диаметра вала, а также от давления в зоне прессования. Однако расчетные данные величины бомбировки валов обычно расходятся с практически необходимыми, так как невозможно точно учесть влияние при этом твердости резиновой облицовки, да и значение входящего в расчетную формулу модуля упругости чугуна не является постоянной величиной. Поэтому расчетные данные корректируются практически по значениям величин влажности по ширине выходящего из пресса бумажного полотна. При чрезмерной бомбировке середина бумажного полотна окажется более сухой, чем его края. При недостаточной же бомбировке середина бумажного полотна будет более влажной, чем его края.[ ...]
Правильность бомбировки валов можно практически проверить различными способами: пропуском в зазор между прессовыми валами листа копировальной бумаги между двумя листами белой бумаги с оценкой прижима валов по полученному отпечатку; направлением струи воды из спрыска в зазор между валами пресса, работающего без сукна, и наблюдением прохождения воды на обратную сторону пресса; наблюдением за положением контрольной нитки прессового сукна во время работы пресса с установлением недостаточной бомбировки в случае отставания средней части контрольной иитки от ее краев и чрезмерно большой бомбировки при отставании краев контрольной нитки от середины.[ ...]
Замена нижнего сплошного вала на вал отсасывающего типа позволила снизить обрывность бумажного полотна в прессовой части бумагоделательной машины, повысить его сухость на 1—2 абс. % и увеличить срок службы прессового сукна в 1,5—2 раза. Это удалось достигнуть благодаря лучшим условиям работы прессового сукна, хорошо очищаемого в этом случае прососом через него воды и воздуха и благодаря отводу механически отжатой воды через сукно в отверстия отсасывающего прессового вала.[ ...]
В обычном прямом прессе сеточная сторона бумаги соприкасается с поверхностью прессового сукна, а более гладкая верхняя сторона бумаги — с гладкой поверхностью верхнего прессового вала. Таким образом, пропуском бумажного полотна через подобный пресс не может быть снижено различие в гладкости обеих сторон бумаги. Между тем применительно к большинству видов бумаги для письма и печати желательно иметь примерно одинаковую гладкость верхней и сеточной сторон бумажного полотна. Для этой цели служит о б -ратный пресс, в котором менее гладкая сеточная сторона бумаги соприкасается с гладким валом, а верхняя сторона — с прессовым сукном. Схема установки такого обратного пресса показана выше на рис. 62, б. Однако из-за трудности заправки бумаги в такой пресс его используют лишь на машинах, работающих при невысокой скорости. Простым решением вопроса удобства заправки бумажного полотна в обратный пресс при любой скорости его работы служит использование такой его конструкции, при которой прессовое сукно охватывает верхний прессовый вал, а нижний вал является гладким, т. е. в данном случае обратный пресс представляет собой перевернутый прямой пресс с заменой местами верхнего и нижнего валов (см. рис. 62, в). При такой конструкции обратного пресса он может работать даже в качестве первого пресса.[ ...]
Для уплотнения бумаги и сглаживания на ее поверхности маркировки от сетки и сукна применяют сглаживающий пресс, называемый также офсетным (см. рис. 62, в). Удаления воды из бумажного полотна при этом не происходит. Пресс аналогичен по конструкции обычному, но работает без поддерживающего бумагу прессового сукна и поэтому устанавливается последним, непосредственно перед сушильной частью бумагоделательной машины. В офсетном прессе нижний вал гладкий, обычно чугунный или с медной рубашкой, а верхний — обрезиненный. В результате пропуска бумаги через сглаживающий пресс возрастает прочность ее поверхности и улучшаются условия ее последующей сушки, так как гладкая поверхность такой бумаги образует хороший контакт с сушильной поверхностью, что способствует повышению коэффициента теплоотдачи и возрастанию эффективности сушки.[ ...]
Прессовое сукно предназначено для передачи бумажному полотну возникающего в прессе давления, отвода выжимаемой в зоне прессования воды и служит в качестве конвейера для перемещения бумажного полотна в прессовой части бумагоделательной машины. Исходя из этого назначения, сукно должно отличаться прочностью, высокой водопроницаемостью в сжатом состоянии, оно должно не только хорошо впитывать воду, но и легко обезвоживаться, оно должно иметь структуру, обеспечивающую равномерность передачи давления бумажному полотну и его обезвоживания. Кроме того, сукно должно иметь хорошо закрепленный упругий ворс и при выработке большинства видов бумаги не вызывать маркировку от сукна на поверхности бумаги. После снятия нагрузки сукно должно быстро восстанавливать первоначальную толщину, оно не должно забиваться волокнами и частицами минеральных наполнителей и проклеивающих веществ. Помимо стойкости к механическому износу сукно должно быть стойким к химическому и бактериологическому разрушениям. В процессе эксплуатации оно должно сохранять стабильные размеры по длине и ширине.[ ...]
В зависимости от вида изготовляемой бумаги, скорости бумагоделательной машины, порядкового номера пресса и конструктивных особенностей прессов к соответствующим сукнам предъявляются специальные требования. Все это определяет разнообразие -марок применяемых прессовых сукон. Сукна первого пресса, осуществляющие работу по отводу в прессовой части машины наибольшего количества воды, подвергаются более интенсивному износу и их приходится чаще заменять новыми, чем сукна на последующих прессах. Очевидно, что на быстроходной бумагоделательной машине сукна изнашиваются при всех прочих равных условиях быстрее, чем на тихоходной. Обычно прессовые сукна изготовляют из шерсти с добавкой различного количества синтетических волокон.[ ...]
Рисунки к данной главе:
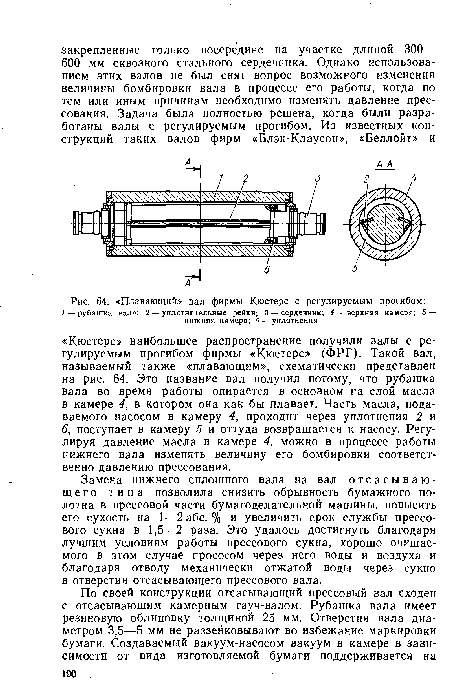
| Плавающий» вал фирмы Кюстерс с регулируемым прогибом |
 |
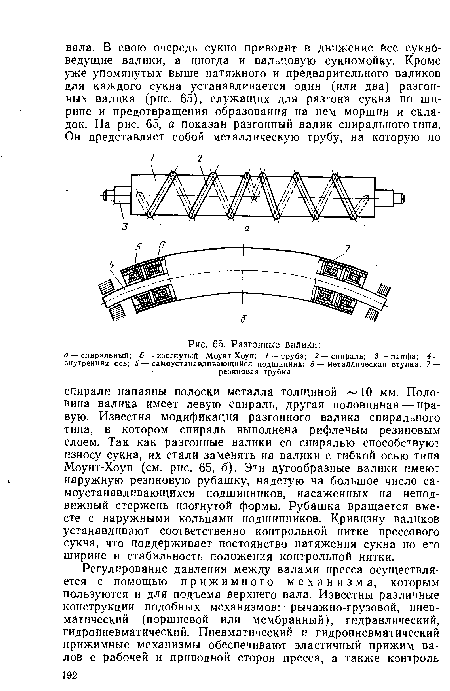
| Разгонные валики |
 |
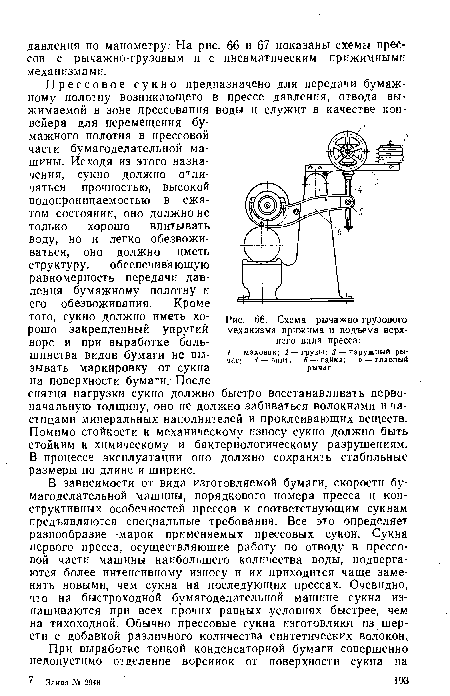
| Схема рычажно-грузового механизма прижима и подъема верхнего вала пресса |
 |
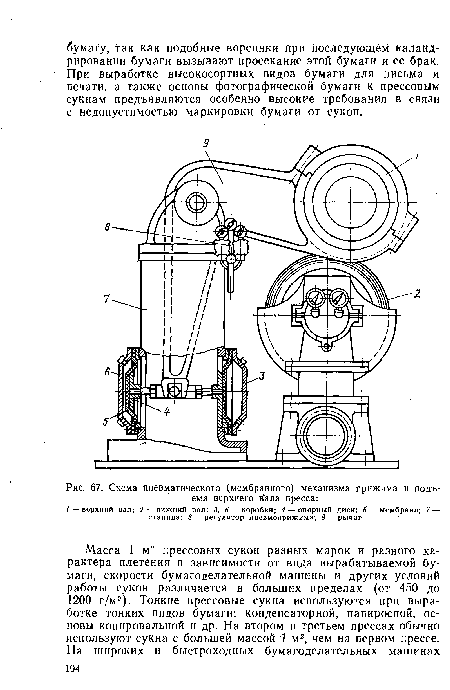
| Схема пневматического (мембранного) механизма прижима и подъема верхнего в ала пресса |
 |
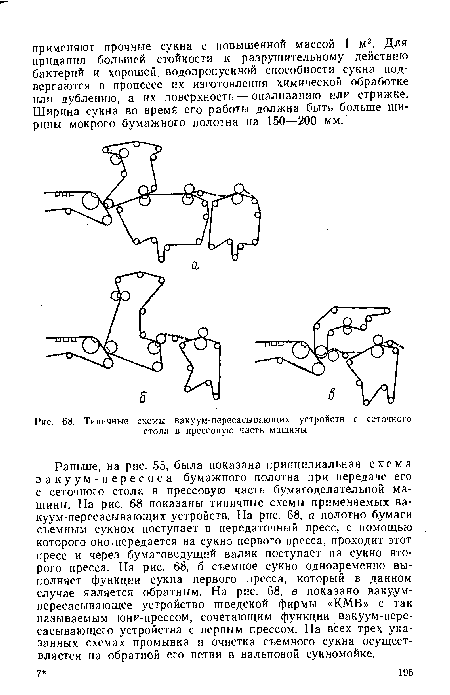
| Типичные схемы вакуум-пересасывающих устройств с сеточного стола в прессовую часть машины |
 |