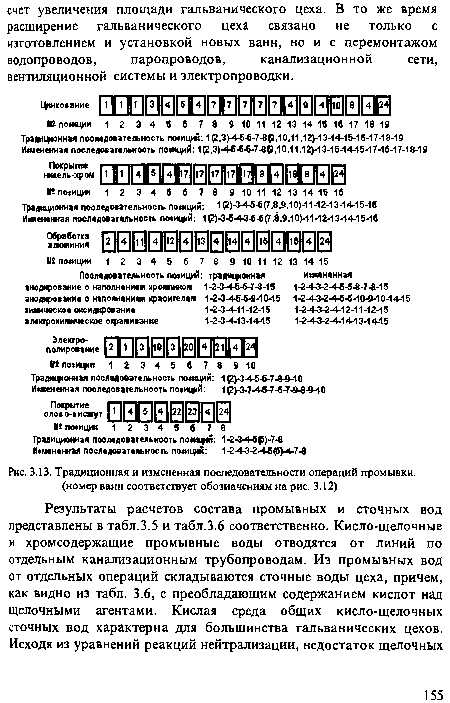
Промывка деталей осуществляется в одинарных ваннах, последовательность операций промывки традиционная, т.е. детали проходят все позиции на гальванических линиях последовательно одну за другой. Такую систему промывки обозначим как схема 1 промывки.[ ...]
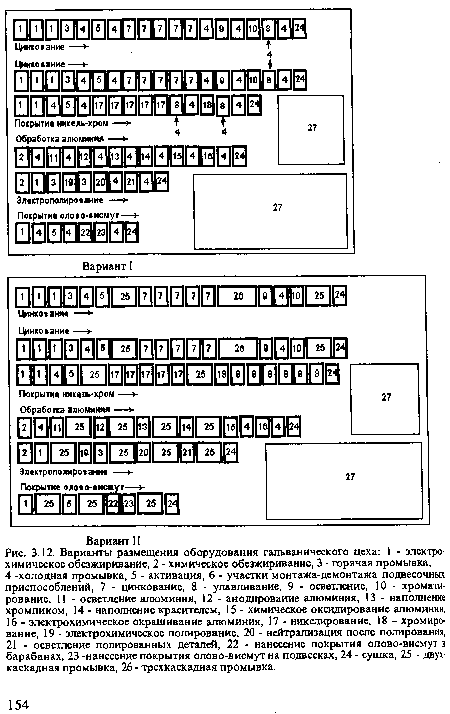
Площадь цеха, отведенная под участки монтажа-демонтажа подвесочных приспособлений (поз.6), в обоих вариантах одинакова. Общая площадь цеха в результате установки новых промывочных ванн (вариант II) увеличилась на 20 %.[ ...]
Теперь для каждой схемы промывок рассчитаем расход воды на промывку для каждой отдельной операции, для каждой гальванической линии и по цеху в целом, а также состав промывных и сточных вод.[ ...]
Гальваническая линия цинкования производительностью 8 м2/ч - 2 шт.[ ...]
Гальваническая линия нанесения декоративного покрытия никель-хром производительностью по никелю 25 м2/ч, по хрому 3 м2/ч.[ ...]
Примечание: концентрации компонентов технологических растворов в хромсодержащих промывных водах выделены рамкой.[ ...]
Такой подробный расчет расхода и состава всех промывных и сточных вод позволяет не только выявить основные источники загрязнения, но и проследить весь путь загрязнений (компонентов технологических ванн) от промывной ванны до общего цехового стока, а также по величине экологического критерия (см. гл. 1.2) определить влияние каждого загрязнения на окружающую среду и подобрать соответствующее очистное оборудование.[ ...]
На основе сопоставления различных потоков по их расходам и содержанию компонентов технологических растворов с технологическими характеристиками очистного оборудования выбирают подходящие схемы промывок, то есть проводят адаптацию гальванического производства и систем очистки стоков, что подробно описано в разделе 5.[ ...]
Рисунки к данной главе:
| Варианты размещения оборудования гальванического цеха |
 |
| Традиционная и измененная последовательности операций промывки, (номер ванн соответствует обозначениям на рис. 3.12) |
 |