Операции обработки поверхности и нанесения покрытий разделяются друг от друга операциями промывки, вследствие чего гальванопроизводство неразрывно связано со сбросом отработанных промывных вод.[ ...]
Объем, количественный и качественный состав стоков зависит от расхода воды на промывку и применяемой схемы промывки, а также от составов технологических растворов и степени сложности профиля деталей. Причем, если два последних фактора для конкретного техпроцесса имеют заданные значения, то расход воды и схема промывки могут меняться как в зависимости от применяемого оборудования, так и по другим объективным причинам.[ ...]
В свою очередь, объем, количественный и качественный состав промывных и сточных вод определяют состав очистного оборудования, эффективность его работы и в конечном итоге экологическое воздействие гальванического производства на окружающую среду.[ ...]
Таким образом, рационализация водопотребления через выбор применяемого оборудования и схемы промывки приводит к формированию сточных вод, оптимальных по объему, количественному и качественному составу с точки зрения технических характеристик очистного оборудования и, тем самым, снижает экологическую опасность гальванопроизводства.[ ...]
Так например, многоступенчатая противоточная промывка при прочих равных условиях обеспечивает меньший расход воды и, следовательно, большие концентрации загрязнений в сточных водах, поступающих на очистку.[ ...]
Рассмотрим пример расчета объема сточных вод и концентрации загрязнений в них. Дано: годовая программа декоративного цинкования стальных деталей 30000 м2; двухсменный режим работы; средняя толщина покрытия 9 мкм с хроматной пассивацией; максимальные габариты деталей 800x200x500 мм (обработка деталей на подвесках).[ ...]
Кз - коэффициент загрузки линии и ванн (0,8-0,9).[ ...]
Для всех остальных технологических операций в виду малой продолжительности обработки (менее 1 мин) принимаем необходимое количество ванн по 1 шт. для каждой операции.[ ...]
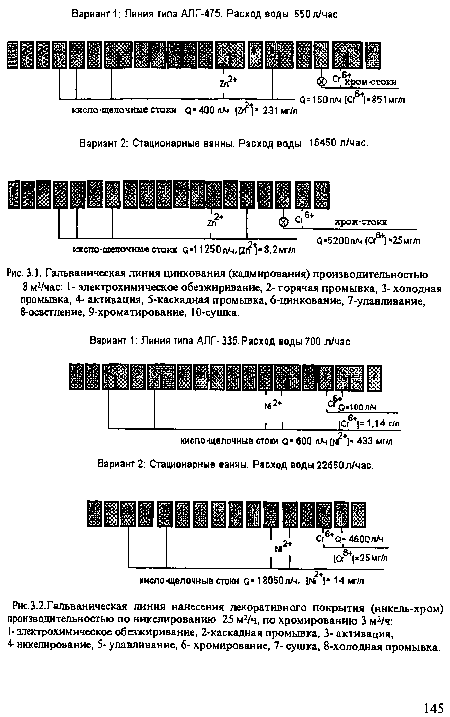
Наименование позиций : 1-электрохимическое обезжиривание, 2-горячая промывка, 3-холодная промывка, 4-активация, 5-двухкаскадная промывка, 6-цинкование, 7-улавливаиие, 8-осветление, 9-хроматирование, 10-сушка.[ ...]
Таким образом, общий минимальный расход воды на промывку для варианта № 1 составляет 500 л/ч, и аналогично количество сточных вод составляет 500 л/ч, из них кисло-щелочные стоки 350 л/ч, хромсодержащие стоки 150 л/ч.[ ...]
Рисунки к данной главе:
| Гальваническая линия цинкования (кадмирования) производительностью 8 м2/час |
 |
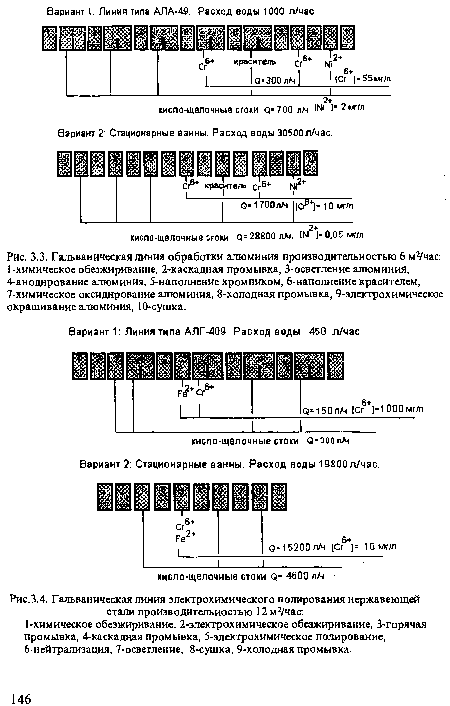
| Гальваническая линия обработки алюминия производительностью б м2/час |
 |
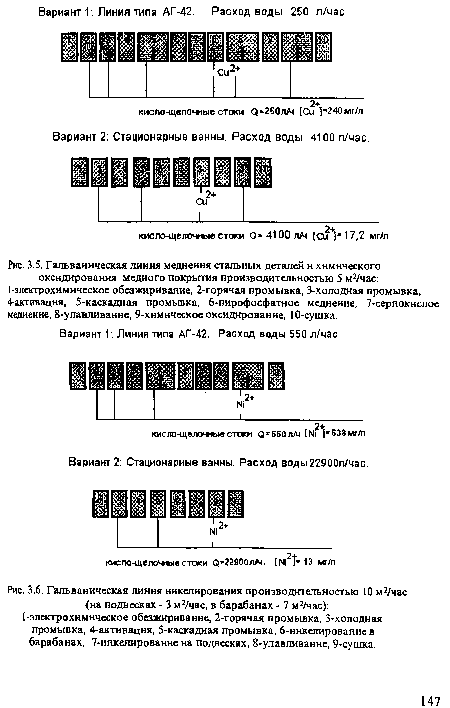
| Гальваническая линия электрохимического полирования нержавеющей стали производительностью 12 м2/час |
|
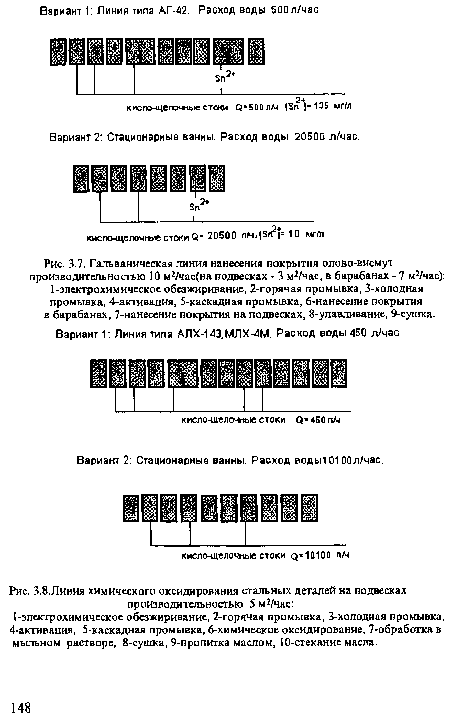
| Гальваническая линия меднения стальных детален и химического оксидирования медного покрытия производительностью 5 м2/час |
 |
| Линия химического оксидирования стальных деталей на подвесках производительностью 5 м2/час |
 |
| Линия фосфатирования стальных деталей и деталей с цинковым или кадмиевым покрытием на подвесках производительностью 15 м2/час |
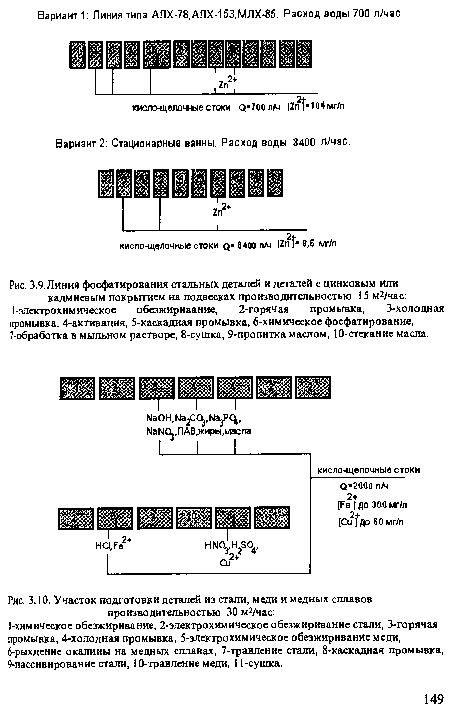 |
| Участок подготовки деталей из стали, меди и медных сплавов производительностью 30 м2/час |
|
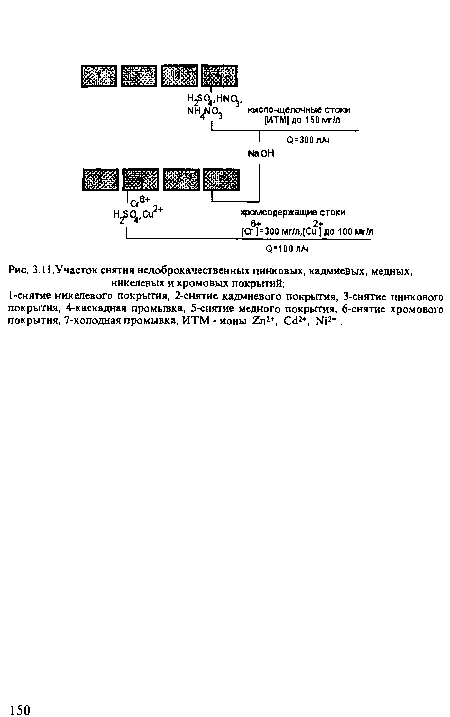
| Участок снятия недоброкачественных цинковых, кадмиевых, медных, никелевых и хромовых покрытий |
 |