К деталям со сложной конфигурацией рабочих поверхностей относятся шлицевые валы, шлицевые втулки, зубчатые венцы колес и шестерен и т. п. Особенностью этих деталей при поступлении в ремонт является то, что рабочие поверхности их имеют односторонний износ, который объясняется тем, что рабочая поверхность шлицев валов, зубьев шестерен и колес подвержена большому износу, как наиболее нагруженная.[ ...]
Изношенные по ширине шлицы ремонтируют наплавкой как ручной, так и автоматической (под флюсом, в углекислом газе, вибродуговой) с последующей механической обработкой. При ручной электродуговой наплавке применяют электроды ОЗН-ЗОО, ОЭН-350 и др. При восстановлении валов диаметром 45-50 мм со шлицами шириной до 5-6 мм чаще всего применяют сплошную наплавку шлицев. Валы, имеющие ширину шлицев больше 8 мм и диаметр больше 50 мм, наплавляют на изношенной стороне шлица. После наплавки деталь медленно охлаждают в песке или термостате, чтобы не допускать коробления. Валики накладывают поочередно с диаметрально противоположных сторон (рис. 24.1), Валик начинают наплавлять в точке а, отступив от конца на 10-15 мм, и заканчивают в точке Ь. Наложение валиков в три-четыре слоя предупреждает образование закалочной зоны на границе с расплавленным металлом.[ ...]
После наплавки шлицы обрабатывают на станках, при этом деталь устанавливают так, чтобы снимать только наплавленный металл. Ремонт шлицев раздачей производится при небольшой величине износа по ширине, но большого распространения на ремонтных заводах этот способ не получил.[ ...]
Среди агрегатов лесозаготовительных машин распространены зубчатые соединения (коробок передач, заднего моста и др.). Основными неисправностями и износами зубчатых соединений являются: естественный износ зубьев по толщине и длине, реже поломка зубьев шестерен, постепенное усталостное разрушение от контактных перенапряжений и появление на поверхности зубьев раковин (питтинга), заусениц и мелкой раковистой сыпи, выкрашивание (при включении передач).[ ...]
Ремонт зубчатых шестерен, звездочек производится следующими основными способами: наплавкой, когда зубья изношены или частично поломаны, заменой венцов, пластической деформацией (давлением), поворотом шестерен, звездочек на валу. Наплавка зубьев шестерен, звездочек производится электродуговым способом, но чаще ацетиленокислородным пламенем. В качестве присадочного материала рекомендуется выбирать прутки или электроды того же химического состава, что материал шестерки или звездочки. При наплавке малоуглеродистой сталью шестерню подвергают цементации, а после закаливают. Износостойкую наплавку зубьев шестерен следует производить железохромистыми прутками типа сормайт № 2 или электродами ЦС-2. При этом термическая обработка зубьев не производится, так как наплавленный слой имеет достаточную твердость.[ ...]
Наплавленные сормайтом или закаленные зубья обрабатывать можно только абразивными корундовыми кругами с зернистостью 34-46 или электроэрозионными способами (анодно-механическим или электроискровым). Размеры и правильность обработки зубьев контролируют шаблоном.[ ...]
Средний износ зубьев шестерен, наплавленных сормайтом, после пробега автомобиля 15000 км колеблется в пределах 0,05-0,07 мм.[ ...]
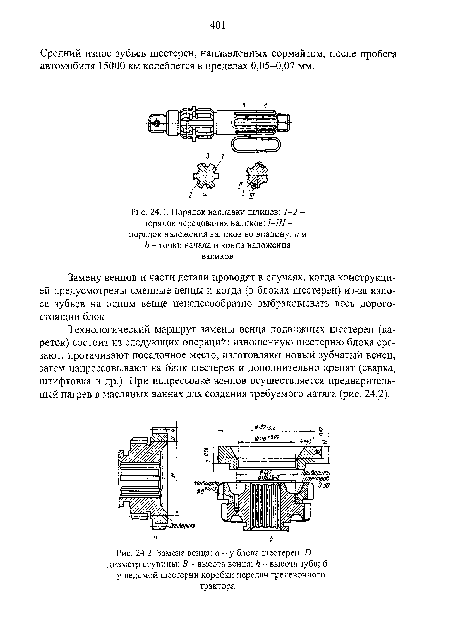
Замену венцов и части детали проводят в случаях, когда конструкцией предусмотрены сменные венцы и когда (в блоках шестерен) из-за износа зубьев на одном венце нецелесообразно выбраковывать весь дорогостоящий блок.[ ...]
Технологический маршрут замены венца подвижных шестерен (кареток) состоит из следующих операций: изношенную шестерню блока срезают, протачивают посадочное место, изготовляют новый зубчатый венец, затем напрессовывают на блок шестерен и дополнительно крепят (сварка, штифтовка и др.). При напрессовке венцов осуществляется предварительный нагрев в масляных ваннах для создания требуемого натяга (рис. 24.2).[ ...]
Если конструкцией предусмотрены сменные венцы в отдельных блоках шестерен, го применяют клепку венцов к ступицам, лучше ее проводить в холодном состоянии, при этом отношение длины стержня такой заклепки к ее диаметру должно быть не более 1:4. Несоблюдение этого условия приводит к продольному изгибу стержня заклепки, что создает радиальный нажим на венец и может вызвать его деформацию. Механическая и термическая обработка целиком наплавленных зубчатых венцов и шлицев ступиц, а также шлицев валов не отличается от изготовления этих элементов в новых деталях. Технология изготовления деталей подробно изучается в курсе «Технология машиностроения».[ ...]
Рисунки к данной главе:
| Порядок наплавки шлицев |
 |
| Замена венца |
|