Упрочнение рабочих поверхностей деталей производится с целью повышения твердости и износостойкости. Существуют следующие способы упрочнения: механическое, наплавка твердыми сплавами, электроискровое, термическая обработка.[ ...]
Механическое упрочнение. Сущность процесса заключается в образовании наклепа ка рабочей поверхности детали. Наклеп может быть образован дробеструйной обработкой, накаткой и протяжкой.[ ...]
Дробеструйная обработка заключается в том, что готовая деталь после прохождения всех видов механической и термической обработки помещается в камеру, где подвергается многочисленным ударам отдельных стальных или чугунных дробинок, движущихся со скоростью до 90 м/сек. Размер дробинок от 0,4 до 2,0 мм. Глубина наклепа до 1,0 мм.[ ...]
Накатка. Применяется для восстановления упругости клапанных пружин и увеличения твердости поверхностного сдоя деталей цилиндрической формы. При этом используется то же самое приспособление (рис. 15.14), в котором вместо ролика - 3 вставляется державка с шариком. В результате обработки шариками износостойкость цилиндрических поверхностей повышается не менее» чем в 2,0 - 2,5 раза.[ ...]
Наплавку прутками или электродами осуществляют электродугой, преимущественно на постоянном токе. Порошковые сплавы наплавляют, как правило, угольными или графитовыми электродами.[ ...]
Твердые сплавы применяют для наплавки кулачков распредвалов, вилок переключения передач, шлицевых валов, при восстановлении различных деталей лесохозяйственного оборудования - лемехов плугов, дисков и зубьев борон, культиваторных лап и других быстроизнашивающихся стальных и чугунных деталей.[ ...]
Характеристика некоторых наплавочных электродов из твердых сплавов приведена в табл. 19.7.[ ...]
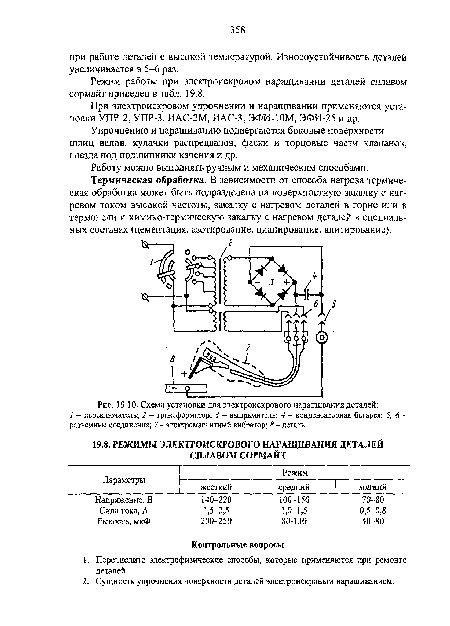
Электроискровое упрочнение. Большой практический интерес представляет электроискровое наращивание изношенных поверхностей (рис. 19.10).[ ...]
Наращивание и упрочнение металла на деталях осуществляются на конденсаторных установках по схеме обратной полярности тока, при котором электрод-инструмент является анодом, а наращиваемая деталь - катодом. Работа проводится без применения жидкой среды. Выброшенный с анода материал откладывается на катоде, образуя с его поверхностью прочное сцепление.[ ...]
Режим работы при электроискровом наращивании деталей сплавом сормайт приведен в табл. 19.8.[ ...]
Рисунки к данной главе:
| Схема установки для электроискрового наращивания деталей |
 |