В бесконденсаторных установках при контактном способе (рис. 19.1, б) инструмент совершает возвратно-поступательное, а при бесконтактном (рис. 19.1, в) - вращательное движение при напряжении 6-36 В, силе тока до 200 А и скорости перемещения поверхностей более 8 м/с. При обработке на бесконденсаторных установках при низком напряжении и большой силе тока имеет место кратковременный прерывистый дуговой разряд. В момент возникновения контактов между микровыступами происходят мгновенное их расплавление и испарение.[ ...]
Чтобы исключить перенос отрываемых частиц металла с поверхности детали на электрод-инструмент, процесс электроискровой обработки ведется в жидкой среде, для чего обрабатываемую деталь помещают в ванну с рабочей жидкостью или деталь поливают ею. В качестве рабочей жидкости применяют керосин, дизельное топливо, минеральные масла и другие жидкости, не проводящие электрический ток.[ ...]
Электроискровую обработку применяют для резки, удаления обломанных крепежных деталей и инструмента, прошивки отверстий в деталях с высокой твердостью, упрочнения и наращивания изношенных поверхностей.[ ...]
Материалом электрода-инструмента обычно являются латунь ЛС59, графит ЭГ, а также медно-графитовая масса в виде стержней любого сечения.[ ...]
Режимы обработки зависят от величины тока в разрядной цепи и делятся на три группы: жесткие - сила тока свыше 11 А; средние - от 1 до 10 А; мягкие - до 1 А. Чем выше жесткость, тем больше производительность, но ниже чистота обработки.[ ...]
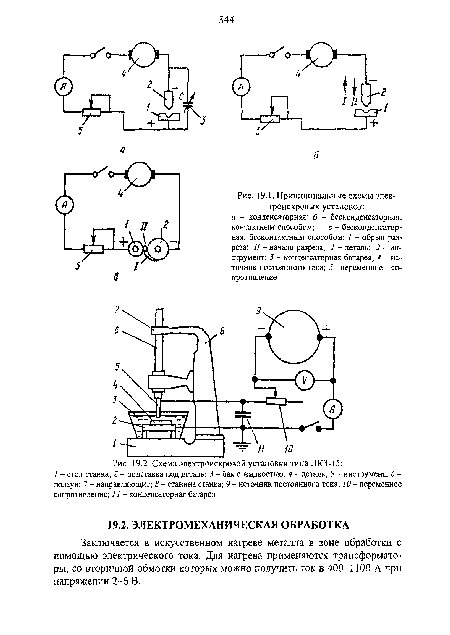
Рисунки к данной главе:
| Принципиальные схемы электроискровых установок |
 |