Заливка тонкостенных вкладышей свинцовистой бронзой представляет более сложный технологический процесс по сравнению с заливкой баббитом. Свинцовистую бронзу можно заливать следующими способами.[ ...]
Бронзу плавят в графитовом тигле, предохраняя ее от окисления сдоем буры. При охлаждении бронза припаивается к вкладышу и стали. После охлаждения стальную заготовку, приваренную к вкладышу, удаляют проточкой на токарном станке.[ ...]
Заливка погружением. При заливке погружением форму также подвергают химической обработке. Затем форму нагревают в расплавленной буре до 1000-1050 СС. При этом она заполняется расплавленной бурой. Форму, заполненную бурой, переносят в тигель с расплавленной бронзой. Бронза вытесняет буру и заполняет форму. Режим охлаждения и дальнейшая механическая обработка вкладыша такая же, как и после статической заливки.[ ...]
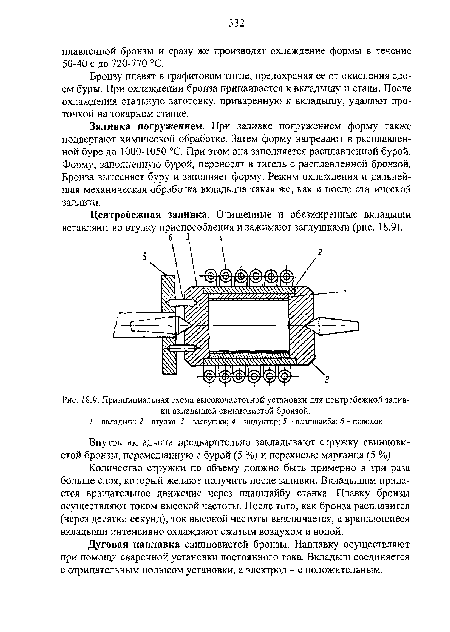
Внутрь вкладыша предварительно закладывают стружку свинцовистой бронзы, перемешанную с бурой (5 %) и перекисью марганца (5 %).[ ...]
Количество стружки по объему должно быть примерно в три раза больше слоя, который желают получить после заливки. Вкладышам придается вращательное движение через планшайбу станка. Плавку бронзы осуществляют током высокой частоты. После того, как бронза расплавится (через десятки секунд), ток высокой частоты выключается, а вращающиеся вкладыши интенсивно охлаждают сжатым воздухом и водой.[ ...]
Дуговая наплавка свинцовистой бронзы. Наплавку осуществляют при помощи сварочной установки постоянного тока. Вкладыш соединяется с отрицательным полюсом установки, а электрод - с положительным.[ ...]
Для наплавки применяют электрод из свинцовистой бронзы диаметром 6-8 мм. Величина сварочного тока должна быть 220-240 А. При увеличении тока получаются трещины, а при снижении - раковины.[ ...]
Достаточно широкое распространение восстановления вкладышей при небольшом износе свинцовистой бронзы получил способ нанесения на изношенную поверхность сетки углублений с последующей заливкой ее баббитом. Способ основан на свойстве тонких слоев баббита выдерживать значительные нагрузки.[ ...]
Перед заливкой вкладыши устанавливают в приспособлении и слой бронзы стачивается до выведения износа. Сетку наносят или вдавливанием под прессом зубчатых секторов, или накаткой, и в том, и в другом случае получаются углубления, вокруг которых материал поднимается и внутренний диамегр вкладышей уменьшается. Углубления заливаются баббитом, причем слой баббита может покрывать и выступы свинцовистой бронзы на величину, не превышающую 0,2 мм.[ ...]
Расточка подшипников и вкладышей. После заливки на поверхностях и торцах подшипников и вкладышей зачищают наплывы баббита и свинцовистой бронзы. Затем зачисткой или сверлением восстанавливают все смазочные отверстия, которые должны точно совпадать с отверстиями основания подшипника или вкладыша.[ ...]
Рисунки к данной главе:
| Принципиальная схема высокочастотной установки для центробежной заливки вкладышей свинцовистой бронзой |
 |