Каждый вид лламени имеет характерные свойства и свои области применения. Так, при нормальном пламени (ядро резко очерчено) производится сварка, пайка, резка; науглераживающем пламени (ядро не резко очерчено, у конца виден зеленый ореол) - сварка высокоуглеродистых сталей, наплавка твердых сплавов; окислительном пламени (заостренное ядро, пламя бледной окраски) - сварка латуни, цинка.[ ...]
Для защиты расплавленного металла от окисления в качестве флюса применяют прокаленную буру, кремниевую и борную кислоты и другие вещества.[ ...]
Заменители ацетилена. В качестве горючего газа при газовой сварке можно применять такие заменители ацетилена, как пропан-бутановая смесь и керосин. Пропан-бутановая смесь поставляется в баллонах и менее взрывоопасна, чем ацетилен. Керосин следует применять осветительный, так как в нем отсутствуют тяжелые составляющие, которые при испарении образуют смолообразные соединения, забивающие каналы в горелках.[ ...]
Рабочий пост для керосино-кислородной сварки и резки металлов состоит из кислородного баллона с редуктором, керосинового бачка, шлангов и горелки или резака.[ ...]
Электродуговая и газовая резка металлов. Для электродуговой резки применяют металлические или угольные электроды диаметром 4-6 мм с толстым тугоплавким электродным покрытием. При отсутствии фабричных электродов их изготавливают собственными силами, используя для покрытия мел (10 %) и марганцевую руду (90 %), разведенные на жидком стекле. После нанесения покрытия электроды просушивают, а затем прокаливают при температуре 200 - 250 °С в течение одного часа.[ ...]
Газовую резку ведут путем предварительного подогрева металла в месте резки до температуры горения в чистом кислороде и подачу к месту резки кислородной струи. Металл при этом сгорает на узком участке линии разреза по всей толщине. Ширина разреза зависит от мощности струи режущего кислорода и от номера мундштука резака.[ ...]
Рисунки к данной главе:
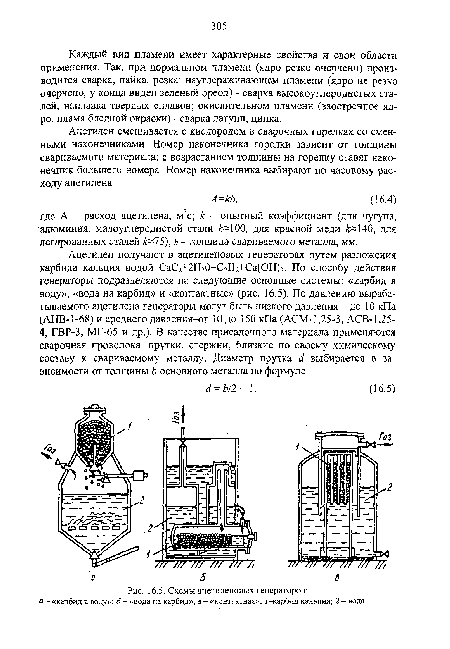
| Схемы ацетиленовых генераторов |
 |