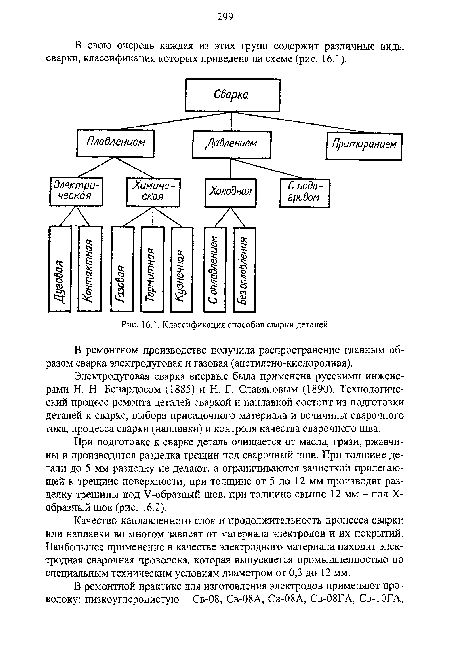
Сваркой называется процесс соединения материалов, обусловленный сцеплением их атомов. Существующие способы сварки деталей можно подразделить на три основные группы: плавлением, давлением и притиранием.[ ...]
В свою очередь каждая из этих групп содержит различные виды сварки, классификация которых приведена на схеме (рис. 16.1).[ ...]
В ремонтном производстве получила распространение главным образом сварка электродуговая и газовая (ацетилено-кислородная).[ ...]
Электродуговая сварка впервые была применена русскими инженерами Н. Н. Бенардосом (1885) и Н. Г. Славяновым (1890). Технологический процесс ремонта деталей сваркой и наплавкой состоит из подготовки деталей к сварке, выбора присадочного материала и величины сварочного тока, процесса сварки (наплавки) и контроля качества сварочного шва.[ ...]
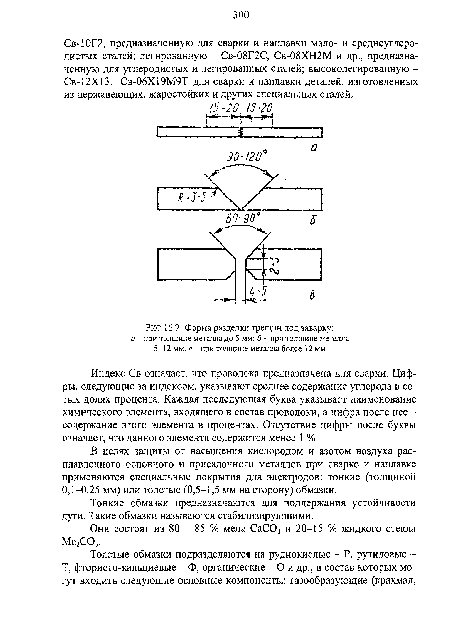
При подготовке к сварке деталь очищается от масла, грязи, ржавчины и производится разделка трещин под сварочный шов. При толщине детали до 5 мм разделку не делают, а ограничиваются зачисткой прилегающей к трещине поверхности; при толщине от 5 до 12 мм производят разделку трещины под У-образный шов, при толщине свыше 12 мм - под X-образный шов (рис. 16.2).[ ...]
Качество наплавленного слоя и продолжительность процесса сварки или наплавки во многом зависят от материала электродов и их покрытий. Наибольшее применение в качестве электродного материала находит электродная сварочная проволока, которая выпускается промышленностью по специальным техническим условиям диаметром от 0,3 до 12 мм.[ ...]
Индекс Св означает, что проволока предназначена для сварки. Цифры, следующие за индексом, указывают среднее содержание углерода в сотых долях процента. Каждая последующая буква указывает наименование химического элемента, входящего в состав проволоки, а цифра после нее -содержание этого элемента в процентах. Отсутствие цифры после буквы означает, что данного элемента содержится менее 1 %.[ ...]
Тонкие обмазки предназначаются для поддержания устойчивости дуги. Такие обмазки называются стабилизирующими.[ ...]
Они состоят из 80 - 85 % мела СаСОз и 20-15 % жидкого стекла Ма2С03.[ ...]
Рисунки к данной главе:
| Классификация способов сварки деталей |
 |
| Форма разделки трещин под заварку |
 |
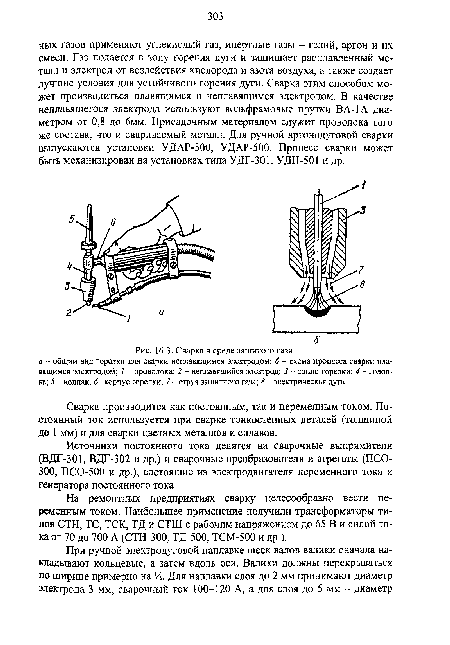
| Сварка в среде зашитого газа |
 |