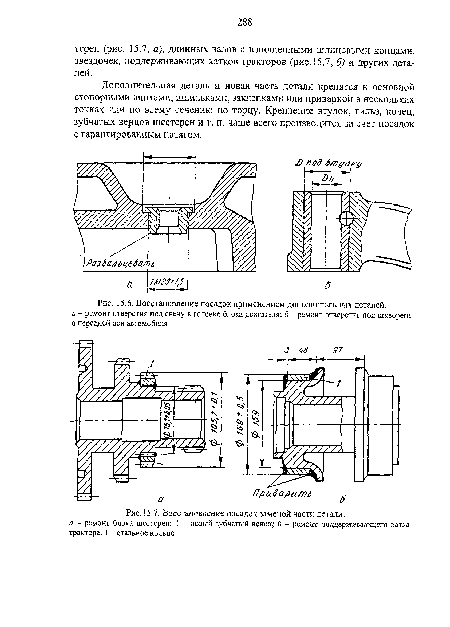
Детали, имеющие предельные износы, можно восстановить путем постановки на предварительно обработанную изношенную поверхность специально изготовленной дополнительной детали: втулки, гильзы, шайбы, планки, накладки. Этот способ широко применяется при восстановлении цилиндров блоков, прошедших последний ремонтный размер, гнезд клапанов, посадочных отверстий под подшипники качения в ступицах колес, картерах коробок передач и задних мостов, пальцев крестовин дифференциала, отверстий под шкворни в передних осях (рис. 15.6, б), отверстий под свечи в головках блоков двигателей внутреннего сгорания (рис. 15.6. а) и других деталей.[ ...]
Материал дополнительной детали по своему химическому составу и механическим свойствам должен по возможности соответствовать материалу восстанавливаемой детали. Исключение составляет восстановление посадочных поверхностей в чугунных картерах коробок передач, задних мостов и т. п., для которых изготовление дополнительных деталей допускается не только из чугуна, но и из стали (обычно стали 20).[ ...]
Если изношенная поверхность была термически обработана, то дополнительная деталь должна быть также подвергнута соответствующей термической обработке.[ ...]
Дополнительная деталь и новая часть детали крепятся к основной стопорными винтами, шпильками, заклепками или приваркой в нескольких точках или по всему сечению по торцу. Крепление втулок, гильз, колец, зубчатых венцов шестерен и т. п. чаще всего производится за счет посадок с гарантированным натягом.[ ...]
Качество посадки можно определить по усилению запрессовки, которое является единственным критерием прочности.[ ...]
Коэффициенты трения при запрессовке зависят от материала деталей и способа посадки и принимаются из соответствующей справочной литературы.[ ...]
Если детали сопряжения работают с большими нагрузками или подвержены действию высоких температур или посадка должна быть выполнена с большим натягом, целесообразно запрессовку втулок производить с нагревом охватывающей детали или охлаждением охватываемой. Нагрев или охлаждение деталей целесообразны и при небольших натягах в целях облегчения процесса запрессовки (напрессовки) и повышения прочности сцепления.[ ...]
Полученную по этим формулам температуру нагрева рекомендуется увеличить на 15-20 % для компенсации охлаждения ее в процессе установки перед напрессовкой.[ ...]
Посадку с подогревом детали целесообразно применять для насадки венца маховика при его ремонте или замене, венцов шестерен коробок передач при их ремонте, при монтаже подшипников качения и др. Посадку с охлаждением применяют при запрессовке седел клапанов, гильз цилиндров и др. Охлаждение охватываемой детали можно осуществить в твердой углекислоте, в жидком кислороде или азоте. Наиболее приемлемым для ремонтных предприятий являются сухой лед (-78 °С) или азот (-196°С).[ ...]
Рисунки к данной главе:
| Восстановление посадок применением дополнительных деталей |
 |
| Восстановление посадок заменой частя детали |
|