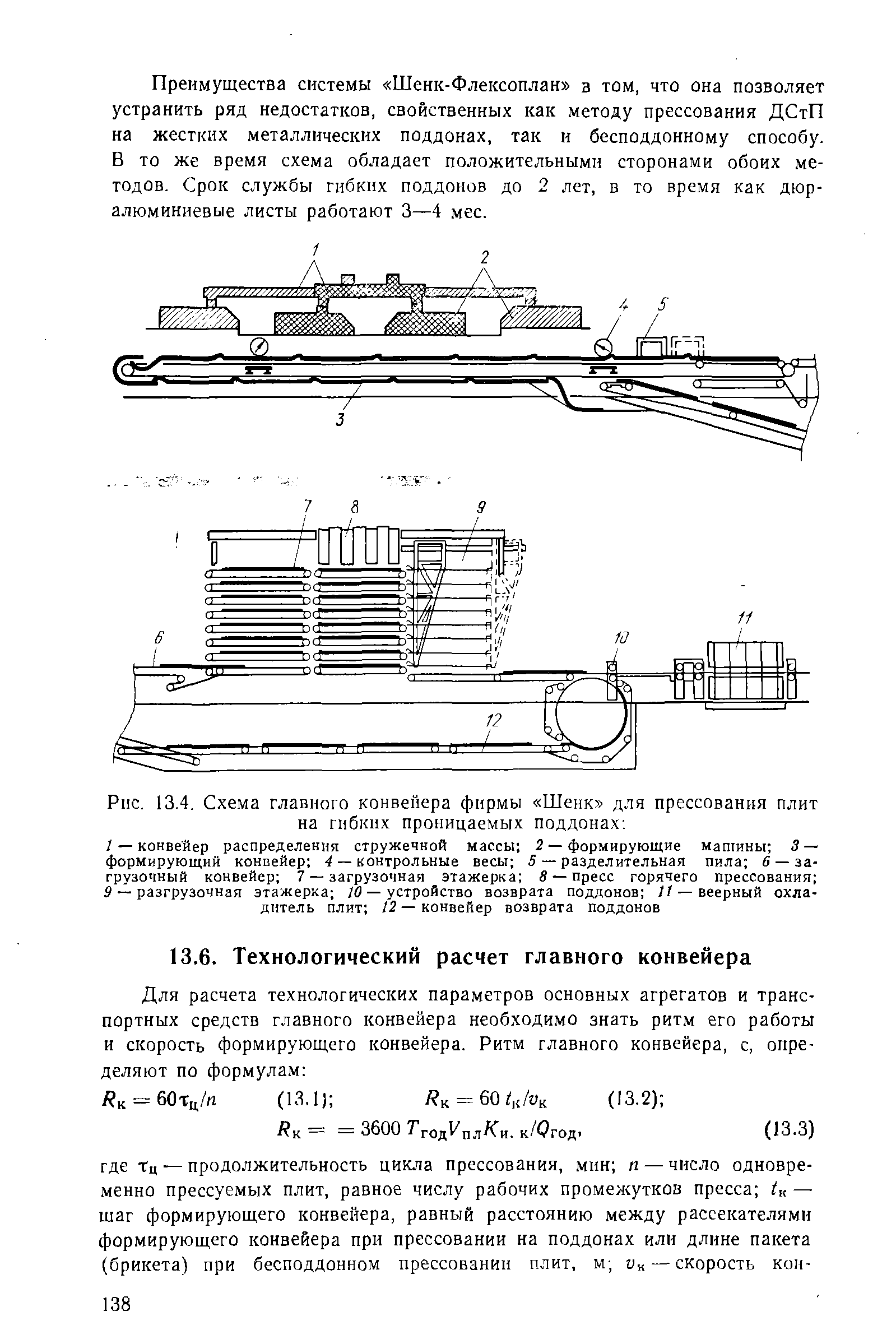
/ — конвейер распределения стружечной массы; 2 — формирующие машины; 3 — формирующий конвейер; 4 — контрольные весы; 5 — разделительная пила; 6 — загрузочный конвейер; 7 — загрузочная этажерка; 8 — пресс горячего прессования; 9 — разгрузочная этажерка; 10 — устройство возврата поддонов; // — веерный охладитель плит; 12— конвейер возврата поддонов
Третий способ заключается в том, что формирование стружечного ковра и горячее прессование плит осуществляется на гибких плетеных из тонких проволок металлических поддонах (см. рис. 13.4). Более подробный анализ этих трех способов производства плит приведен ниже (13.1).~~Фирма «Шенк» (ФРГ) разработала способ производства плит, который получил название системы «Шеик-Флексоплан». Основная отличительная особенность этой системы (рис. 13.4) та, что в качестве транспортных устройств (поддонов) на участке от формирования ковра до загрузки и разгрузки горячего пресса используются гибкие металлические листы, изготовленные из металлической сетки саржевого плетения. Для основы применяют проволоку толщиной 0,25 мм, для утка — семижильную проволоку. Прочность таких листов иа сжатие 14—16 МПа. Для транспортировки поддонов, загрузки их в пресс и выгрузки из него к передней (по ходу движения) кромке поддона шарнирно прикреплена массивная транспортная планка.
Вернуться к оглавлению