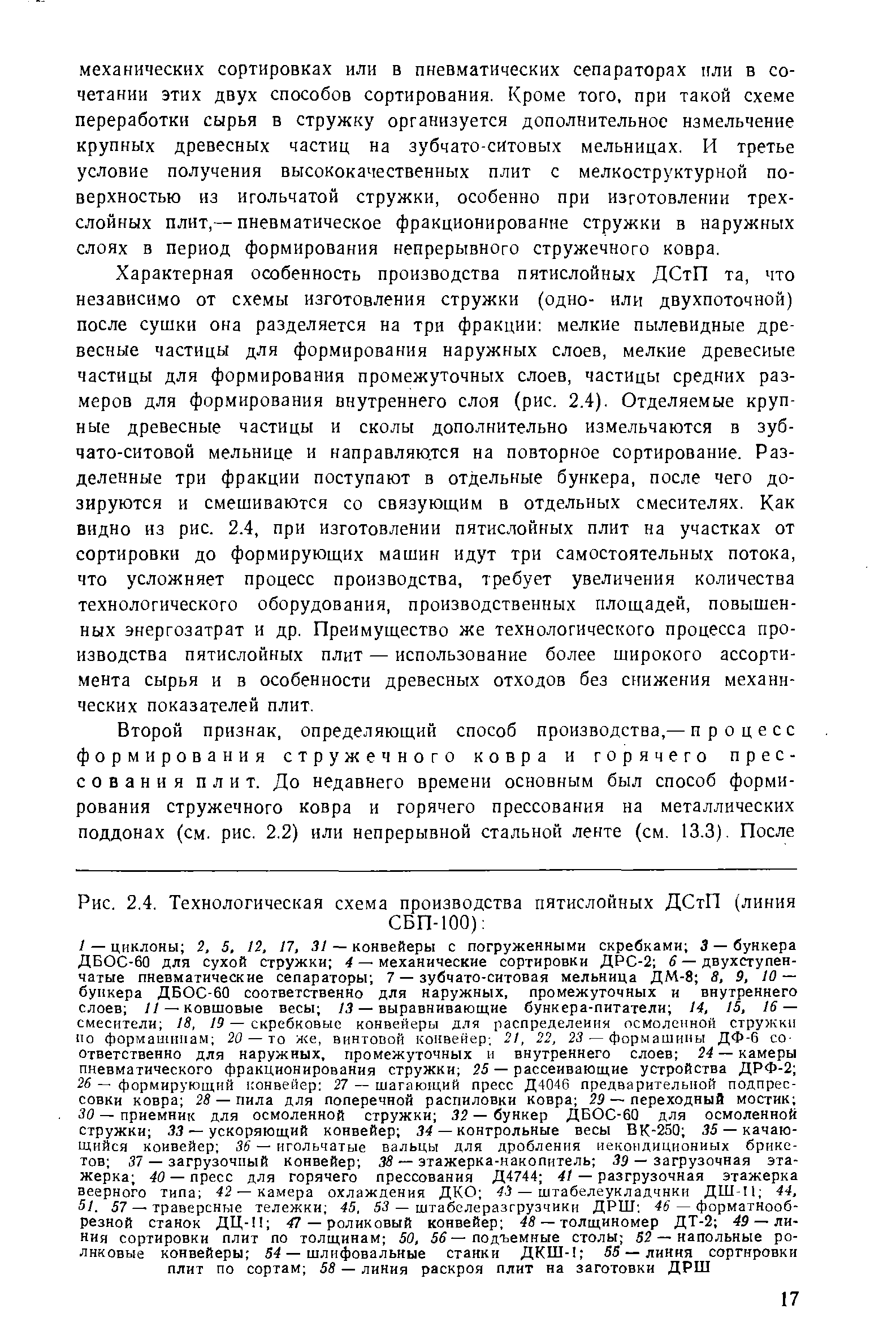
Характерная особенность производства пятислойных ДСтП та, что независимо от схемы изготовления стружки (одно- или двухпоточной) после сушки она разделяется на три фракции: мелкие пылевидные древесные частицы для формирования наружных слоев, мелкие древесные частицы для формирования промежуточных слоев, частицы средних размеров для формирования внутреннего слоя (рис. 2.4). Отделяемые крупные древесные частицы и сколы дополнительно измельчаются в зубчато-ситовой мельнице и направляются на повторное сортирование. Разделенные три фракции поступают в отдельные бункера, после чего дозируются и смешиваются со связующим в отдельных смесителях. Как видно из рис. 2.4, при изготовлении пятислойных плит на участках от сортировки до формирующих машин идут три самостоятельных потока, что усложняет процесс производства, требует увеличения количества технологического оборудования, производственных площадей, повышенных энергозатрат и др. Преимущество же технологического процесса производства пятислойных плит — использование более широкого ассортимента сырья и в особенности древесных отходов без снижения механических показателей плит.~~Сейчас широко применяется бесподдонный способ производства плит (рис. 2.4), когда стружечный ковер формируется на стальной, прорезиненной или синтетической непрерывно движущейся ленте, подпрессо-вывается при высоком удельном давлении, затем разрезается на брикеты, которые отделяются от ленты и в дальнейшем движутся по конвейеру и прессуются в прессе для горячего прессования без поддонов.
Вернуться к оглавлению