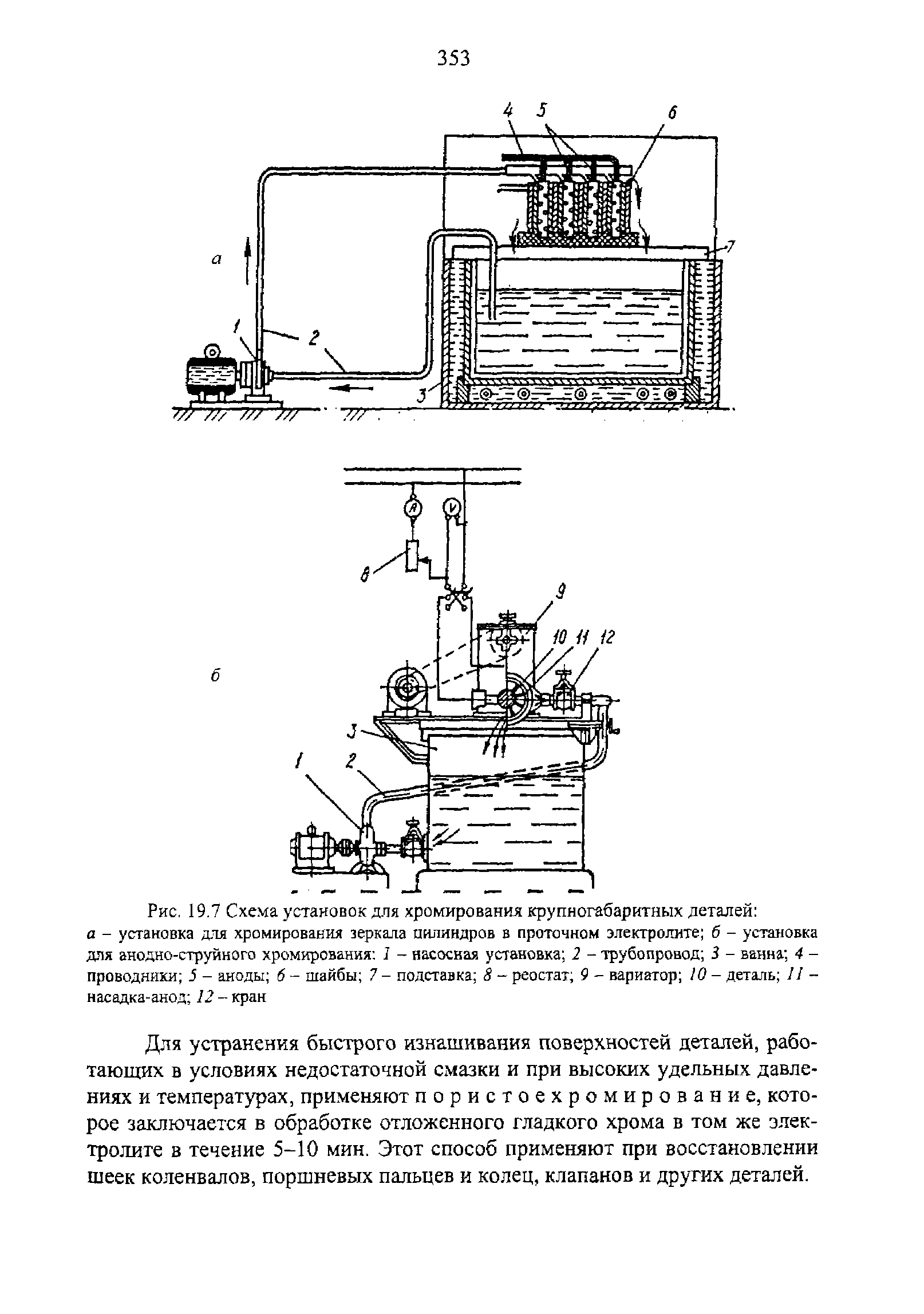
а - установка для хромирования зеркала пилиндров в проточном электролите; б - установка для анодно-струйного хромирования: 1 - насосная установка; 2 - трубопровод; 3 - ванна; 4 -проводники; 5 - аноды; 6 - шайбы; 7 - подставка; 8 - реостат; 9 - вариатор; 10 - деталь; II -насадка-анод; 12 - кран
Безванное хромирование повышает выход металла до 20-22%. Это достигается применением высокой плотности тока (до 150-200 А/дм2) и ведением процесса при движении электролита относительно хромируемой поверхности детали. Различают три способа безван-ного нанесения покрытий: проточный, струйный и натиранием. Их применяют при восстановлении цилиндров блока двигателя, шеек коленвалов, отверстий в корпусных деталях под подшипники качения, посадочных мест валов и осей. Принцип проточного и струйного способов заключается в том, что в зоне хромируемой поверхности создается местная хромировочная ванна, через которую циркулирует электролит (рис. 19.7). Сущность электронатирания заключается в том, что электролиз происходит при относительном перемещении поверхности детали и нерастворимого анода. Натирание производится смачивающим элементом анодной головки, который легко прижимается к поверхности детали (рис. 19.8). Анодом служит угольный стержень, который обертывают специальным абсорбирующим материалом, насыщенным электролитом.
Вернуться к оглавлению