Абразивы должны удерживаться на снеге или льду. Существует три способа удержания абразивов на дорожном покрытии: предварительное увлажнение абразивов растворами жидких противогололедных реагентов, нагрев абразивов до применения, смешивание абразивов с водой до применения.[ ...]
Абразивы можно предварительно увлажнить раствором противогололедных реагентов на складе, при погрузке в распределитель или во время распределения. Песок или высевки можно предварительно увлажнить растворами солей (в хранилище или при погрузке в пескораспределитель) либо поставлять смешанными с солью (с соотношением песок: соль от 1:1 до 4:1). Жидкость (раствор хлорида натрия или хлорида кальция) добавляется в количестве до 50 л/т абразивов. Такой способ увлажнения задерживает до 96 % материала на поверхности дорожного покрытия. Увлажнение растворами хлоридов дает толчок к частичному таянию обледенелого слоя.[ ...]
Применение абразивов для чистки изделий, по-видимому, сократится, так как они загрязняют рабочее помещение и вредны для здоровья. Вместо них предполагают использовать другие материалы, такие, как «черная красотка» — разновидность доменного шлака. По-видимому, со временем применение абразивной чистки будет ограничено использованием ее в герметичных камерах, что позволит сохранить ее многочисленные достоинства — отсутствие влаги, высокую производительность и эффективность, устранив одновременно ее отрицательное влияние на окружающую среду.[ ...]
Пыль искусственных абразивов (корунда, карборунда) . .[ ...]
Пыль искусственных абразивов (корунда, карборунда) Пыль цемента, глин, минералов и их смесей, не содержащих свободной ЭЮ2 .[ ...]
Третий способ удержания абразивов на дорожном покрытии — смешивание абразивов с водой перед распределением. Небольшое количество воды на частице абразива заставит частицу быстро примерзнуть к дорожному покрытию, в результате чего она дольше останется на месте.[ ...]
Вылетающие в процессе шлифования частицы металла и абразива образуют факел. Размеры частиц, находящихся внутри факела, могут изменяться в довольно широких пределах в зависимости от вида обрабатываемого материала. Дисперсный состав частиц, образующихся при заточке инструмента, характеризуется медианным диаметром й5й — = 15—30 мкм при его стандартном отклонении а = 1,8—2,2.[ ...]
В табл. 11.10 приведены рекомендации по применению сухих абразивов для борьбы с зимней скользкостью.[ ...]
Есть водостойкие шкурки — для мокрой шлифовки. По видам абразивов различают шкурки стеклянные, корундовые, кремневые.[ ...]
Синтетические ПАВ в сочетании с неорганическими солями и абразивами успешно применяют для очистки от загрязнений твердых поверхностей неволокнистых материалов (металлов, стекла, керамики, пластмассы, ленолеума и пр.). В композициях для очистки твердых поверхностей содержание ПАВ обычно невелико и не превышает нескольких весовых процентов, однако роль ПАВ в них значительна. От выбора ПАВ зависят свойства очищающего средства.[ ...]
ВМФ США недавно заключил контракт на исследование бурения с помощью абразивов [36]. Напомним также, что выше уже говорилось о введении абразивов в глинистый раствор для ускорения бурения нефтяных скважин. Однако основной областью применения абразивного резания является декоративная резьба по камню, с помощью которой изготовляют гранитные и мраморные памятники и вывески.[ ...]
Процесс разрушения детали при ударном взаимодействии между деталью и абразивом называют ударно-абразивным изнашиванием. Этому разрушению подвергаются, например, детали гусеничного хода машин. Ударно-абразивное изнашивание поверхности происходит о монолитный или свободный абразив. При абразивном изнашивании без ударного взаимодействия поверхности трения покрываются царапинами, расположенными в направлении движения абразивных частиц. Для ударно-абразивного изнашивания характерно образование на поверхности деталей лунок в результате локальной пластической деформации.[ ...]
Отходы абразивных материалов — это не только образовавшаяся в процессе работы осыпь абразива, но и осколки шлифовальных кругов и брусков, скапливающиеся в процессе эксплуатации и при транспортировке.[ ...]
| Увеличение ширины хлопковых волокон в растворе едкого натра. 1 — сырое, 2 — очищенное, з — тертое абразивом волокно. | 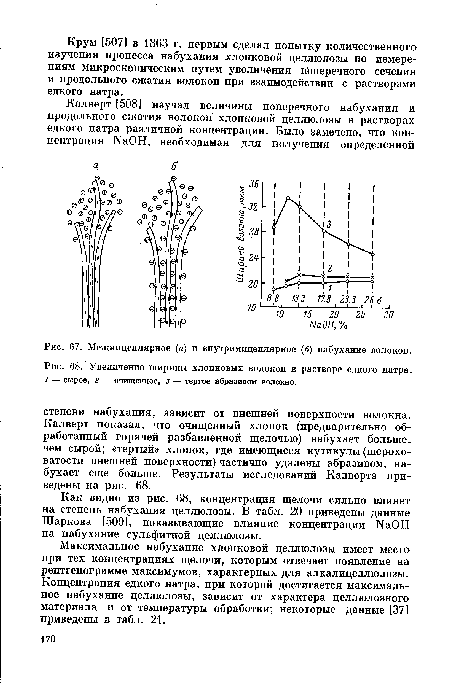 |
Матовую поверхность можно сделать блестящей, если подвергнуть ее шлифовке, т. е. механической обработке абразивом. В шлифовочном материале содержится абразив более крупный, в полировочном — мелкий.[ ...]
Проведенные исследования на гидроабразивное изнашивание в потоке сероводородсодержащего электролита с абразивом показали высокую эффективность защитного действия алюмооксидных покрытий.[ ...]
Общий припуск на обработку плит 1,2—2,4 мм. Если разно-толщиниость плит после горячего прессования превышает 1,2 мм, то перед шлифованием плиты необходимо сортировать иа группы с разницей по толщине до 1 мм.[ ...]
Так, результаты исследований влияния угла атаки и скорости гидроабразивного потока, содержащего 3000 мг/л Н28 и 26 г/л абразива на коррозионномеханический износ образцов из стали 45 без покрытия и с оксидированным алюминиевым покрытием, приведены в таблице.[ ...]
После выдержки скошенные края соединяют, на место стыка накладывают полоску шкурки так, чтобы абразив на полоске прилегал к абразиву ленты. Место соединения сжимают и выдерживают под прессом. Готовые ленты вывешивают на кронштейнах и выдерживают не менее суток до установки на станок.[ ...]
После сборки с целью демпфирования собственных колебаний подвижной части свободное пространство между корпусом и подвижной частью заполняют абразивом 10 зернистостью от 0,01 до (для отдельных зерен) 1,5 лш. Абразив удерживается изоляционной лентой.[ ...]
Продукты обесшламливания хвостов флотации (фракция -0,1 мм), получаемые в процессе производства стекольного песка, используют для выпуска кварцевого абразива (ПО «Фосфорит»). Технология предусматривает обработку шламовой части серной кислотой для удаления остатков флотореагентов, фильтрацию и сушку дисперсии, охлаждение готового продукта, его складирование и погрузку с последующим применением в качестве чистящего средства бытовой химии.[ ...]
На машиностроительных предприятиях образуются твердые отходы (черные и цветные металлы, шлак, окалина, зола, горелая формовочная смесь, шламы и флюсы, абразивы, древесные отходы, пластмассы). Отходы гальванического производства, относящиеся к первому классу опасности, в основном, вывозятся на полигоны (Калужская область), часто для этого неприспособленные (Алтайский край, Курская область), или накапливаются на территории предприятий (Нижегородская область и Красноярский край).[ ...]
Если же скважина пробурена в очень прочной и плотной породе, то приток нефти к ней затруднен. В таких случаях также успешно применяются струи воды с примесью абразивов, с помощью которых в окружающей породе прорезают щели. При повышении давления в скважине щель растет в глубь массива окружающей породы. Чтобы щель сохранялась после снятия давления, в нее закачивают песок, и в дальнейшем она служит руслом, по которому осуществляется приток нефти в скважину. Этот метод с большим успехом применялся в середине 1960-х гг., однако сейчас он вытесняется другими методами [70].[ ...]
Любое деревообрабатывающее производство характеризуется высоким расходом шлифовальной шкурки, которая быстро выходит из строя не столько за счет истирания абразива, сколько в результате забивания ее древесной пылью. Метод восстановления шкурки, забитой древесной пылью, заключается в том. что отходы, свернутые в рулон, загружают в емкость, снабженную мешалкой, и при непрерывном перемешивании раствора промывают в течение получаса в смеси керосина и растворителя № 646. После этого высушенная шкурка вновь пригодна к употреблению. Соотношение керосина и растворителя 3:1. В результате освоенной методики ежегодная экономия составляет 6 тыс. руб.[ ...]
Может случиться, что под рукой не окажется куска мелкозернистой шкурки, ее можно заменить любой, если два листа потереть друг о друга, чтобы выпали наиболее крупные зерна абразива. Не выбрасывайте затертую шкурку: утратив наиболее крупные зерна, она станет на несколько номеров тоньше и будет пригодной для более чистой шлифовки.[ ...]
Эффективность механической инокуляции значительно возрастает, когда какой-то абразив добавляют к инокулуму или посыпают им поверхность листа перед инокуляцией. В качестве абразивов наиболее широко применяют карборунд (400—500 меш) и диатомовую землю, например целит. Степень увеличения числа местных поражений, возникающих в результате использования абразивов, варьирует в зависимости от вида растения-хозяина и вируса, но в ряде случаев число некрозов возрастает в 100 и более раз. Если инокулум обладает низкой инфекционностью, использование абразивов бывает необходимым для успешного инфицирования. Важное значение может иметь момент добавления абразивного материала. Так, например, оказалось, что целит, добавленный после гомогенизации и разведения инфекционного материала, гораздо более эффективен, чем при его добавлении перед гомогенизацией [1965].[ ...]
К побочным относятся отходы технологических материалов и веществ, использованных или образующихся при проведении технологических процессов. Побочные отходы могут быть твердыми (зола, абразивы, огнеупоры), жидкими (смазочно-охлаждаю-щие жидкости, минеральные масла и другие нефтепродукты, отходы гальванопроизводства) и газообразными (отходящие газы).[ ...]
Предварительная подготовка абразивного боя складывается из двух операций. Первоначально абразивный бой измельчают до размеров 5—30 мм. При этом следует иметь в виду, что чем мельче куски абразива, тем тоньше и равномернее съем металла, а следовательно, и выше чистота поверхности. Перед первой загрузкой измельченный абразивный бой следует обкатать (подвергнуть галтовке) в барабане в течение 10—40 ч для сглаживания острых граней.[ ...]
Эль-Сайи [33] сообщает, что при давлении более 70 МПа применение кавитирующей жидкости для бурения гранита более эффективно, чем применение обычных водяных струй или водяных струй с добавкой абразивов. При давлении 70 МПа кавитирующая жидкость обеспечивает увеличение эффективности по сравнению с двумя другими методами соответственно в 2,8 и 2,0 раза, а при давлении 113 МПа — в 2,0 и 3,2 раза.[ ...]
У обоих методов есть свои сторонники. Одни считают, что водоструйные установки дешевле, проще в эксплуатации, легче чистятся и обладают большой производительностью [8], другие предпочитают чистку абразивами, особенно там, где есть основания опасаться, что под действием воды разовьется коррозия [116]. Однако в последнем случае иногда на поверхность изделия сначала наносят размягчающий состав, а чистку водой или влажным абразивом производят спустя сутки.[ ...]
В процессах металлообработки при всех видах шлифовальной и абразивной обработки, травления деталей образуются шламы и пыли, имеющие, как правило, 2 и 3 класс опасности. Типовой состав таких отходов: 5-30 % абразива, 50-80 % мелкодиспергиро-ванных металлических частиц, 15-20 % смазочно-охлаждающих жидкостей (СОЖ). В его составе присутствуют хром, вольфрам, никель, ПАВы, нефтепродукты и т. д. Ежегодный объем образования пылей и шламов около 200 тыс. т, они практически не перерабатываются и не учитываются, а вывозятся вместе с мусором на свалки [7].[ ...]
Стоки литейных и кузнечных цехов, механических и термических отделений, а также систем гидравлического удаления отходов содержат твердые механические примеси в виде окалины, металлической стружки, песка, абразивов и т. п. (табл. Х1У-4).[ ...]
Режущие кромки зубьев пильного инструмента в процессе работы затупляются, поэтому ленточные пилы периодически затачиваются. Качество заточки зависит от правильно выбранных режимов, величины и остроты зерен абразива. Заточка производится шлифовальными кругами соответствующей зернистости, вида связки, твердости и структуры. В качестве шлифматериала применяют электрокорунд, карбид кремния, карбид бора, алмаз. Для заточки стальных ленточных пил используют электрокорунд марок 16А, 15А, 14А, 13А, 12А или белый электрокорунд 25А, 24А, 23А, 22А.[ ...]
Применение водяных струй для чистки различных предметов и оборудования будет расширяться и далее. Одной из причин этого являются требования защиты от абразивной пыли, которые приведут к более широкому применению абразивов в сочетании с водой и предварительной химической обработкой поверхности. Высокая производительность, экономичность и простота использования высоконапорных водяных струй для чистки оборудования привели к широкому применению этого метода на заводах многих отраслей промышленности в тех случаях, когда требуется быстро удалять большие объемы того или иного материала. Можно не сомневаться, что пй мере повышения надежности оборудования и перехода ко все более высоким давлениям область применения этого метода будет расширяться и далее. Этому будет способствовать и то обстоятельство, что преимущества водоструйной чистки станут все более очевидными, и «рядовой промышленник» сможет в этом легко убедиться. Можно только удивляться, что многие из тех, кому водоструйные установки могли бы принести большую пользу, до сих пор не знают об их существовании. Эта ситуация, конечно, изменится — выпуск водоструйного оборудования будет увеличен.[ ...]
В цехе обработки листового стекла и стеклянных труб сточные воды образуются при обработке краев стекла и торцов труб на абразивных станках, к которым подается теплая вода. Эти стоки загрязнены стеклянной крошкой и абразивами; они сбрасываются з шламовую канализацию.[ ...]
В результате реализации пилотных проектов ежегодно будет перерабатываться более 55 млн т отходов и производиться более 10 млн т товарной продукции различного назначения (металлы, строительные и облицовочные материалы, уголь, включая кокс, абразивы, вторичные нефтепродукты, гранулированные древесные отходы, органические удобрения и др.).[ ...]
Прорастание семян с непроницаемой оболочкой можно ускорить скарификацией, т. е. превращением ее в водо- и газопроницаемую.Это достигается несколькими способами, но наиболее простой из них механическая скарификация с применением абразива. Для семян гледичии трехколючковой эффективна обработка горячей водой (77—100°). Можно применять химическую скарификацию серной кислотой, используя ее разъедающее действие.[ ...]
Поступление вредных веществ в атмосферный воздух при абразивной обработке материалов (заточке, зачистке, шлифовании) зависит от мощности шлифовальных станков, глубины резания, диаметра круга. В табл. 3.9 приведена взаимосвязь между съемом металла и износом абразива для шлифовальных кругов некоторых типов при номинальных режимах шлифования (зачистка стальных отливок и обработка проката).[ ...]
Именно такие синтезированные свойства и заложены челябин» цами в созданные ими многолепестковые круги (рис. 106) из шлифовальной шкурки повышенного качества, на тканевой основе из саржи. Для одного такого круга требуется от 900 до 1200 листков в зависимости от зернистости абразива. Все. лепестки 1 одним концом склеиваются между собой, образуя жесткую втулку, накрываемую с обейх сторон металлическими фланцами 2 со стяжными болтами. Благодаря этому появляется возможность устанавливать инструмент на механизированный привод, подобно абразивному кругу. В то же время другой конец каждого лепестка сохраняет достаточную свободу движений и гибкость, что делает круг как бы мягким, эластичным. Поэтому его с успехом можно использовать для обработки деталей со сложными поверхностями. Кругами из шкурок крупной зернистости удобно пользоваться для зачистки неметаллических деталей.[ ...]
Исследовано также влияние отходов машиностроительных производств на износостойкость полимерных покрытий на основе эпоксидной смолы ЭД—20 в зависимости от количества отходов и температуры их обработки. Износостойкость защитных композиций определяют в массе свободного абразива, которым служит сухой песок дисперсностью 20—22 мкм. Песок меняют после каждого испытания. Первое измерение проводят через 15 мин нахождения образцов в установке, а остальные через 30 мин. Результаты исследования износостойкости полимерной композиции с частичной заменой диоксида титана на отходы гальванических производств приведены в табл. 28.[ ...]
Процессы магнитной сепарации, основанные на различии магнитных свойств разделяемых компонентов, находят широкое применение для обогащения руд черных, редких и цветных металлов, регенерации сильномагнитных утяжелителей, удаления железистых примесей из кварцевых песков, абразивов, керамического сырья, флюсов, ванадийсодержащих шлаков и других материалов, а также пищевых продуктов.[ ...]
Чистка изделий осуществляется также различными абразивными материалами, размеры зерен которых обычно лежат в пределах от 80 меш (0,18 мм) для очень мелкого песка (Стандартный ряд просеивающих сит США) до 14 меш (1,41 мм) для стальной дроби [60], хотя, вообще говоря, существующие стандарты рекомендуют пользоваться абразивами с размерами зерен 16 меш (1,19 мм) и менее [119]. В зависимости от требований, предъявляемых к качеству работы, и времени, которое может быть затрачено на е выполнение, в качестве абразивов могут использоваться совершенно разные материалы: дробленая скорлупа грецкого ореха, стеклянные бусинки, мелкий щебень и др.[ ...]
При инокуляции необходимо исследовать влияние различных добавок к инокулуму, таких, как фосфат или восстанавливающие агенты (например, сульфит или цистеин), а также бентонит. Ипокулум должен быть использован немедленно, причем для инокуляции необходимо отобрать молодые растения, выращенные при средней или низкой освещенности. В качестве абразива рекомендуется использовать карборунд. Немедленно после инокуляции листья должны быть промыты водой. Помимо тех видов растений, которые служат источником инокулума, в качестве растеиий-хозяев следует исследовать и ряд других видов. К их числу относятся такие растения, как огурец, коровий горох, и Chenopodium amaranlicolor, которые, как известно, высокочувствительны ко многим вирусам и являются хорошими индикаторными растениями. В развитии наших знаний о вирусах, инфицирующих древесные породы, большую роль сыграло использование в качестве первичных индикаторных растений травянистых видов [589]. По ряду причин древесные виды сами по себе обычно неудобно использовать в качестве опытных растеиий-хозяев при проведении механической инокуляции. В качестве контроля па присутствие ингибиторов в отжатом соке рекомендуется смешать ого с ВТМ и штокулировать этой смесыо растения N. glutinosa. В том случае, если экстракт из листьев содержит ингибиторы, следует исследовать другие части растепия, например чашелистики, лепестки или корпи. Проблему ингибиторов можно решить иначе, применив простой способ инокуляции, при котором кусочки ткапи больпьтх листьев растирают непосредственно на листьях индикаторных растений [1959].[ ...]
Наибольшую расчетную скорость в трубах и каналах, транспортирующих бытовые воды, для неметаллических труб ограничивают 4 м/сек, для металлических — 8 м/сек. Такие же скорости допускают для производственных стоков, если они не содержат мелкозернистые или порошкообразные абразивные материалы. В противном: случае расчетная скорость движения должна приниматься с учетом характера абразивов и коэффициента неравномерности притока сточных вод, в частности, продолжительности периода максимального их притока. Минимальная скорость в дюкерах должна быть не менее 1 м/сек.[ ...]
Абразивные материалы — это единственные повсеместно применяемые добавки, однако в некоторых случаях (определенные вирусы и растения-хозяева) увеличение числа местных поражений можно наблюдать и при использовании других веществ. Так, когда к инокулуму некоторых вирусов добавляют раствор двузамещенного фосфорнокислого калия (1%), заметно увеличивается их инфекциоиность в отношении листьев фасоли [1954], причем влияние фосфата было наибольшим, когда его использовали совместно с абразивом (фиг. 17).[ ...]
В отличие от обработки изделий в барабанных установках применение вибрационного шлифования — более прогрессивный метод, позволяющий интенсифицировать процесс и одновременно организовать непрерывную регенерацию рабочего раствора. Загрязнение его в процессе шлифования происходит за счет накопления шлама, состоящего из абразивной и металлической пыли, которая забивает поры абразивного материала, «засаливает» его и снижает шлифовальную способность. Чтобы не произошло преждевременной отработки абразива, рабочая жидкость должна непрерывно циркулировать, очищаться в промежуточном устройстве от примесей и вновь возвращаться в аппарат. При такой схеме работы очень важное значение имеет выбор скорости потока жидкости. Его движение должно обеспечивать эффективное удаление тонких фракций абразива и металлической пыли, но в то же время не затрагивать материал, величина зерен которого обеспечивает интенсивное и качественное шлифование.[ ...]
Требования, предъявляемые к отходам, определяются материалом, который предстоит обрабатывать. Для грубой обработки черных металлов, повышающей шероховатость поверхности до 6-го класса, используют бой шлифовальных кругов зернистостью 10—60; для чистового шлифования до 7—8-го классов — отходы кругов зернистостью 4—8. При вибрационном шлифовании деталей из цветного металла используется абразив с еще меньшей зернистостью. Размер абразивной крошки может достигать 30 мм. Однако умело подобранная зернистость крошки и среда, в которой производится шлифование, могут повысить шероховатость поверхности до 9—10-го классов. Например, в качестве среды для обработки стальных деталей при размере кусков абразива 20—30 мм эффективно применение двухпроцентного раствора кальцинированной соды.[ ...]
В последнее время уделялось внимание внедрению частиц во время эрозии. Кроме того, исследовалось влияние микроструктуры образца на эрозионные характеристики. Айвс и Рафф [40] изучали поверхностные и подповерхностные эрозионные повреждения в меди при комнатной температуре и обнаружили значительное внедрение частиц. Как видно из рис. 24, на начальной стадии эрозии происходит прирост массы образца за счет добавления вещества частиц. Это приводит к начальному «инкубационному» периоду до того, как установится обычная стационарная скорость эрозии; об этом эффекте сообщалось в работе [54]. Исследование эродированных медных образцов, отобранных после различной длительности воздействия, позволило обнаружить слой деформированной меди и осколки абразива (А1203), рассеянные по поверхности (рис. 25). В этих экспериментах использовалась электролитически осажденная медь для сохранения подлинной поверхностной структуры во время выполнения поперечных разрезов образцов. Кроме того, сообщается о проведении исследований внедрения частиц с помощью просвечивающего электронного микроскопа; на рис. 26 показана область вокруг одной такой частицы. Внедрение было более заметным при угле падения 90° по сравнению с другим исследуемым углом падения, а именно 20°.[ ...]