Гусеничная ходовая система представляет собой сложное устройство, основные детали которого работают в тяжелых условиях, при больших динамических и статических нагрузках. Кроме того, эти детали большую часть времени года работают в абразивной среде. Наибольшему износу подвергаются гусеницы, опорные катки, ведущие звездочки. На ремонтных предприятиях, как правило, при больших предельных износах детали гусениц выбраковываются и заменяются новыми.[ ...]
Типовая технология рекомендует проушины траков восстанавливать нагревом, затем со стороны износа проушину разрубать и обжимать на оправке нужного диаметра, после чего заваривать электродом Э-50 диаметром 5 мм. В ГОСНИТИ разработана технология восстановления проушин звеньев гусениц заливкой жидким металлом на специальной установке. Институтом электросварки УССР им. Е. О. Патона разработана установка У203 для восстановления проушин гусениц наплавкой лежачим электродом. Способы восстановления проушин не нашли широкого применения на ремонтных заводах лесной промышленности, поэтому технология восстановления траков гусениц в учебнике не рассматривается.[ ...]
Опорные катки, ведущие звездочки и направляющие колеса, имеющие механические неисправности в виде трещин и других поломок, бракуют и заменяют новыми. Из-за тяжелых условий работы в абразивной среде особенно большой и быстрый естественный износ имеют опорные поверхности перечисленных деталей. Так, износ опорных поверхностей и направляющих катков за год работы достигает 5 мм и более. Ремонт производится наплавкой с последующей механической и термической (закалкой) обработкой. Наплавка катков осуществляется несколькими способами.[ ...]
Скорость подачи электродной проволоки, м/ч... Шаг наплавки, мм.[ ...]
Наплавку ведут на постоянном токе обратной полярности. Толщина однослойной наплавки не более 3 мм. При большей величине износа наплавку производят в два и более слоев. Для наплавки катков и направляющих колес применяются и другие способы, принципиальной отличительной особенностью которых является способ защиты зоны расплавленного металла от воздействия азота и кислорода воздуха. Такими способами являются наплавка в среде углекислого газа и вибродуговая электронаплавка в среде водяного пара.[ ...]
Недостатком рассмотренных способов наплавки при применении их для восстановления катков, направляющих колес и вообще круглых деталей с износом, превышающим 3 мм, является то, что в этих случаях наплавка должна проходить в несколько слоев.[ ...]
Для обеспечения качественной наплавки последующего слоя требуется тщательная подготовка поверхности ранее наплавленного слоя. Такая многослойная наплавка значительно увеличивает трудоемкость и стоимость наплавочных работ, качество же наплавленного общего слоя не всегда является удовлетворительным.[ ...]
Используя разработанный институтом электросварки им. Е. О. Пато-на способ электрошлаковой сварки и наплавки, Малоярославецкое отделение ГОСНИТИ создало специальную установку для наплавки опорных катков (рис. 17.2).[ ...]
Качество поверхности наплавленного слоя катка достаточно высокое, не требует механической обработки, а применение принудительного охлаждения наплавленного слоя после его сформирования исключает необходимость термической обработки (закалки наплавляемого слоя). Исключение этих трудоемких технологических операций повышает производительность и снижает себестоимость ремонта катков. Кроме того, наличие защитной жидкой шлаковой зоны почти полностью исключает окисляющее влияние воздуха, потерю электродного металла на угар легирующих элементов, а расход флюса сокращается более чем в 10 раз. Данный способ восстановления перспективен.[ ...]
В ходовой части трактора быстрому износу подвергаются также зубья ведущих звездочек. Как и в любых цепных передачах, износ зубьев ведущих звездочек гусениц трактора имеет односторонний характер. При предельном одностороннем износе зубьев для увеличения срока службы звездочек без ремонта, учитывая, что зубья имеют симметричное расположение относительно ступицы, достаточно перевернуть звездочку на 180° так, чтобы не работавшие ранее стороны зубьев стали работающими. В случаях несимметричности зубьев относительно ступицы звездочки переставляют на другую сторону трактора.[ ...]
Рисунки к данной главе:
| Приспособление для наплавки зубьев ведущей звездочки |
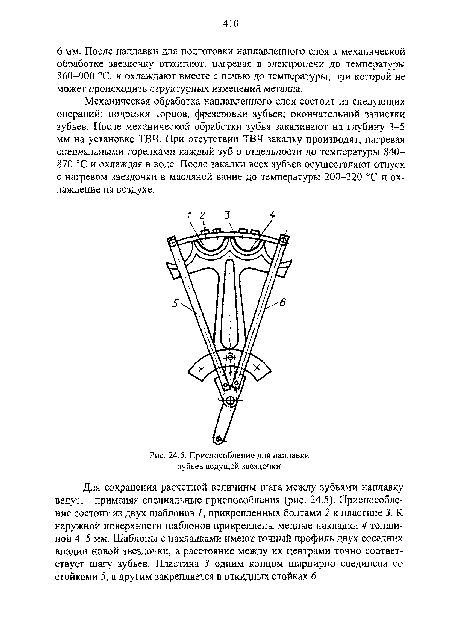 |