Притирочные работы являются наиболее сложным процессом механической обработки. Широкое применение притирка находит как окончательная взаимная обработка плунжерных пар, золотников, распылителей форсунок, клапанов и различной арматуры.[ ...]
Наиболее часто повторяющиеся ремонтные операции притиркой -притирка клапанов. Клапаны притирают к гнездам на специальных станках возвратно-вращательным движением, причем в одну сторону клапан перемещается больше, чем в другую. Качество притирки проверяют карандашом, керосином или сжатым воздухом.[ ...]
Перед притиркой необходимо произвести ремонт гнезд клапанов и самих клапанов.[ ...]
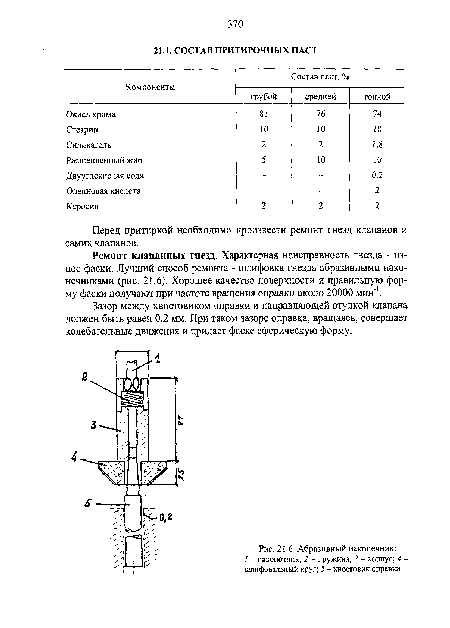
Ремонт клапанных гнезд. Характерная неисправность гнезда - износ фаски. Лучший способ ремонта - шлифовка гнезда абразивньми наконечниками (рис. 21.6). Хорошее качество поверхности и правильную форму фаски получают при частоте вращения оправки около 20000 мин 1.[ ...]
Зазор между хвостовиком оправки и направляющей втулкой клапана должен быть равен 0,2 мм. При таком зазоре оправка, вращаясь, совершает колебательные движения и придает фаске сферическую форму.[ ...]
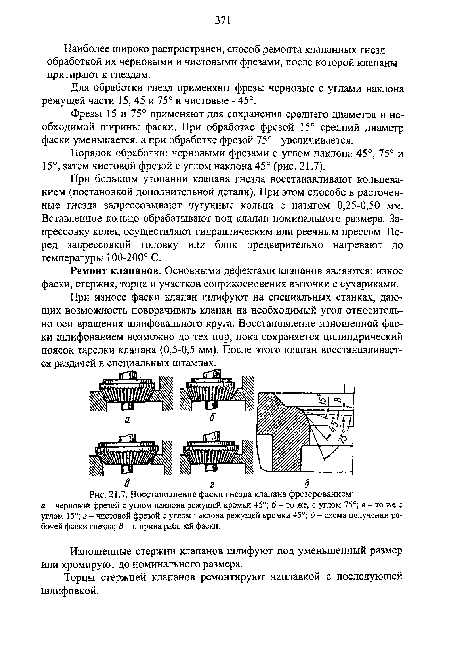
Наиболее широко распространен, способ ремонта клапанных гнезд обработкой их черновыми и чистовыми фрезами, после которой клапаны притирают к гнездам.[ ...]
Для обработки гнезд применяют фрезы черновые с углами наклона режущей части 15,45 и 75° и чистовые - 45°.[ ...]
Фрезы 15 и 75° применяют для сохранения среднего диаметра и необходимой ширины фаски. При обработке фрезой 15° средний диаметр фаски уменьшается, а при обработке фрезой 75° - увеличивается.[ ...]
Порядок обработки: черновыми фрезами с углом наклона 45°, 75° и 15°, затем чистовой фрезой с углом наклона 45° (рис. 21.7).[ ...]
При большом утопании клапана гнезда восстанавливают кольцеванием (постановкой дополнительной детали). При этом способе в расточенные гнезда запрессовывают чугунные кольца с натягом 0,25-0,50 мм. Вставленное кольцо обрабатывают под клапан номинального размера. Запрессовку колец осуществляют гидравлическим или реечным прессом. Перед запрессовкой головку или блок предварительно нагревают до температуры 100-200° С.[ ...]
Рисунки к данной главе:
| Абразивный наконечник |
 |
| Восстановление фаски гнезда клапана фрезерованием |
 |