Основана на снятии слоя, образующегося в электролите на поверхности металлической детали, включенной в качестве анода. На рис. 19.4 представлены принципиальные схемы анодно-механической обработки деталей. В процессе обработки на деталь подается электролит, образующий на ее поверхности нерастворимую защитную пленку из твердых кремнекислых отложений, оказывающую большое сопротивление прохождению электрического тока. В качестве электролита применяются жидкости, содержащие водные растворы силиката натрия №28Юз или калия К28Ю3 с плотностью 1,36-1,38 мм3/с.[ ...]
В среднем расход электролита составляет 0,18-0,20 мм3/с.[ ...]
Инструмент в виде чугунного, стального или медного диска является катодом и во время вращения срывает с детали пленку, соприкасаясь с выступами и вызывая короткое замыкание. В результате этого резко повышается температура, частицы металла оплавляются, отрываются от детали и выбрасываются давлением образующихся газов и вращающимся диском.[ ...]
Процесс анодно-механической обработки зависит от плотности тока, скорости движения инструмента, напряжения, давления и других связанных между собой параметров. Величина плотности тока определяет интенсивность объема металла и качество обрабатываемой поверхности (рис.[ ...]
В ремонтном производстве анодно-механическая обработка применяется для доводки цилиндров взамен хонингования, заточки твердосплавного инструмента, чистового шлифования деталей, а также для резки металла. Для анодно-механической резки металлов промышленность выпускает станки модели 4820, 4822, 4823 и т. д.[ ...]
Режим некоторых видов анодно-механической обработки приведен в табл. 19.2.[ ...]
Рисунки к данной главе:
| Принципиальные схемы анодно-механической обработки деталей |
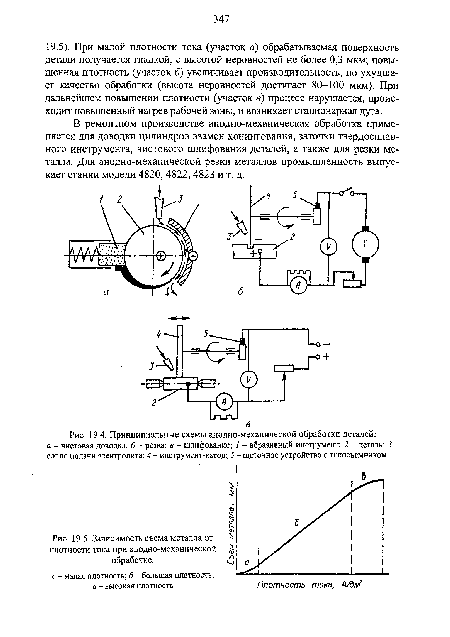 |
| Зависимость съема металла от 5 плотности тока при анодно-механической 5 обработке |
|